






Outils de dressage fixe, Partie 2 : Application et utilisation
Dans la première partie de ce Motion Blog, nous vous avons informé de l'importance du dressage de meule ainsi que des différents types et domaines d'application des outils de dressage fixe.
Dans cette deuxième partie du blog, découvrez les paramètres qui entrent en jeu dans le processus de dressage et comment les régler de manière optimale pour obtenir le meilleur résultat.
Principes de base des paramètres de dressage
Nous souhaitons tout d'abord vous donner un aperçu des principaux paramètres qui exercent une influence sur le processus de dressage et qui sont pertinents dans la suite du blog :
ad Avance en profondeur du diamant par débordement (mm)
bd Largeur active de l’outil de dressage en diamant (mm)
ns Nombre de tours de la meule par minute (tr/min)
Rts Rugosité de la surface de la meule en µm
sd Avance de l'outil de dressage par rotation de la meule (mm/tour)
Ud Taux de recouvrement (nombre)
vc Vitesse périphérique de la meule (m/s)
vd Vitesse d'avance de l'outil de dressage diamanté (mm/min.)
Objectif : Auto-affûtage
Comme nous l'avons expliqué dans la première partie de ce Motion Blog, le processus de dressage poursuit généralement deux objectifs : 1. donner une forme géométrique à la meule, 2. influencer la rugosité de surface (Rts).
En ce qui concerne la rugosité de surface, les paramètres de dressage doivent être réglés de manière que la meule s'adapte aux taux d'enlèvement de matière prédéfinis au début du cycle de rectification. Une fois qu'une certaine quantité de matériau (V'w) a été enlevée, chaque meule s'ajuste à sa "propre" rugosité de surface, indépendamment de la rugosité initialement dressée. La figure 1 montre comment la meule s'ajuste à une rugosité de 6 microns, indépendamment de sa rugosité initiale dressée, à partir de différentes rugosités de surface allant d'environ 4 à 13 microns (µm), avec un taux d'enlèvement de matière constant de Q'w 1 mm3/mm/sec. Il est fascinant de constater que ce phénomène se produit généralement à un V'w d'environ 500 mm3 de matière enlevée par 1 mm de largeur de la meule.
(Source : thèse de doctorat de K. Weinert, 1976, Université technique de Braunschweig).
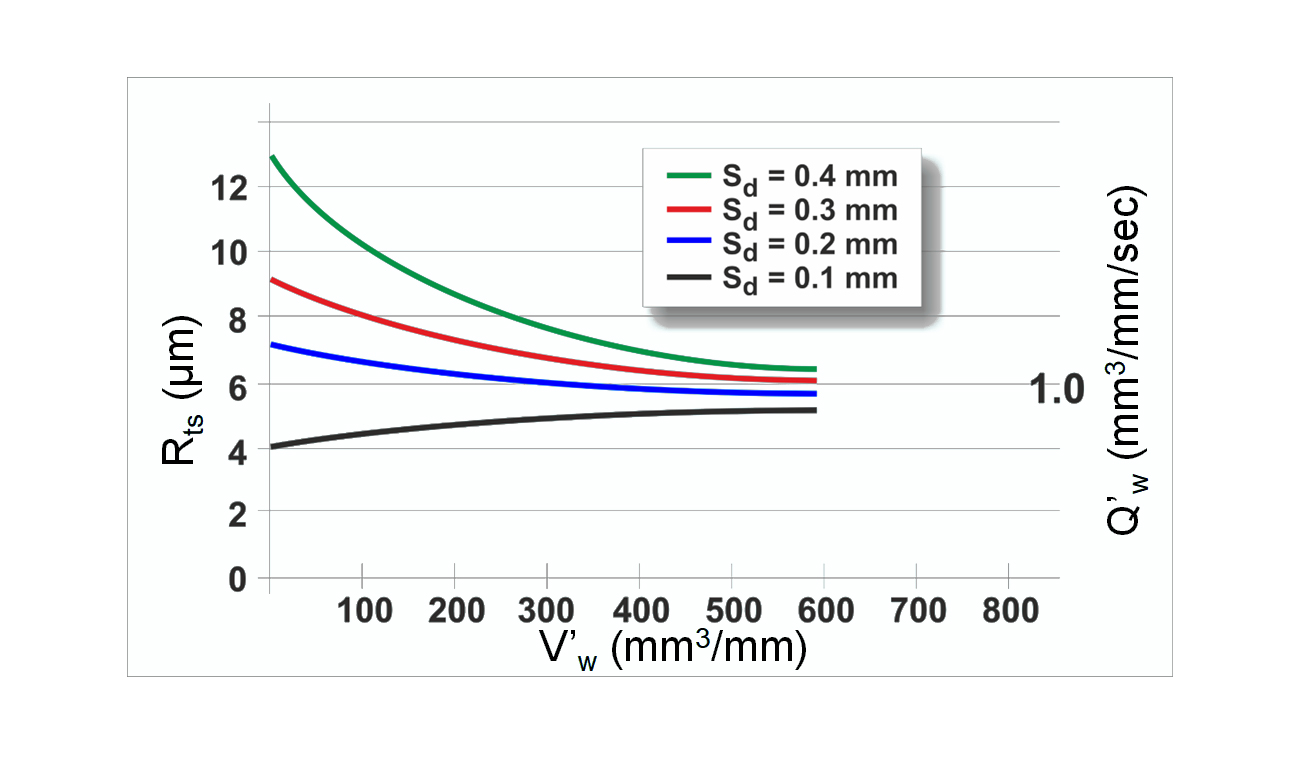
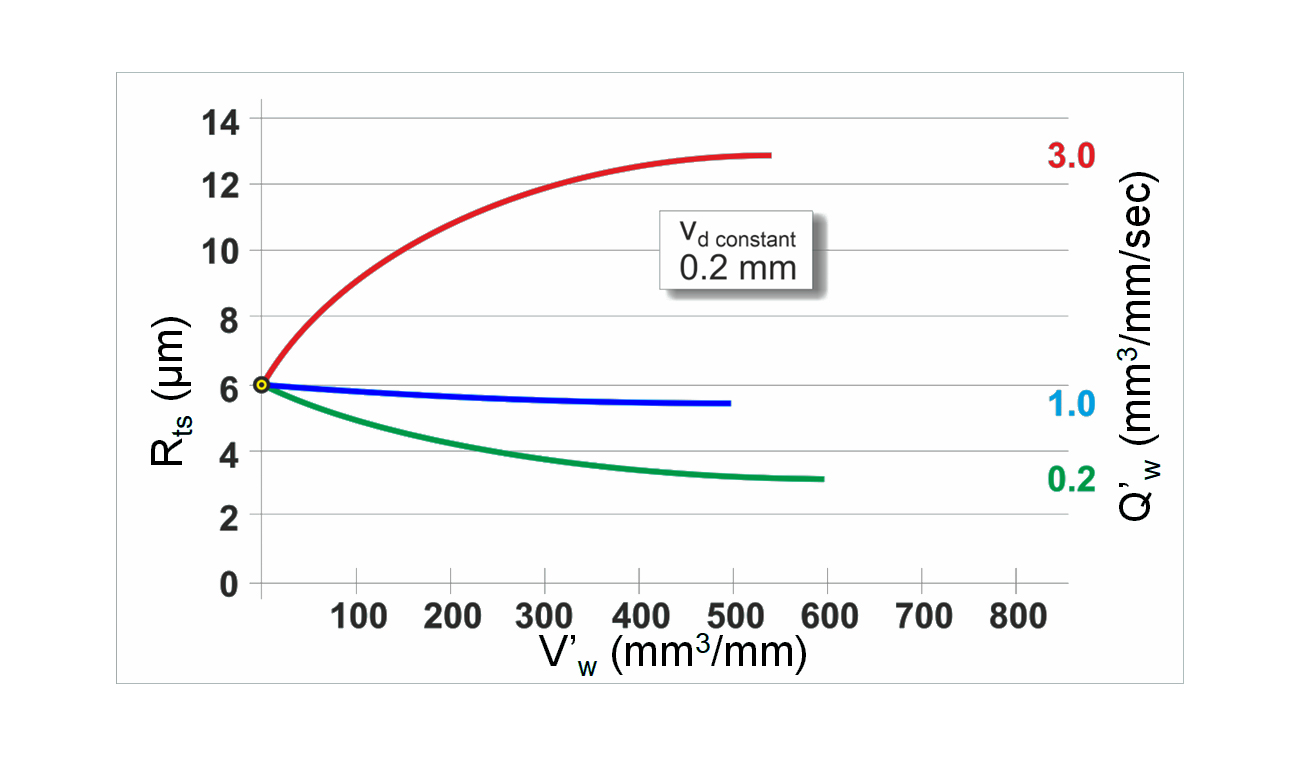
La figure 2 montre l'influence du volume de matière enlevé V'w sur la rugosité de surface initiale Rts de 6 micromètres pour différents volumes d'enlèvement de matière Q'w et pour une avance transversale de dressage constante vd par rotation de la meule sd. La rugosité des meules s'adapte à différentes valeurs de rugosité Rts (4 à 13 µm) pour différents taux d'enlèvement de matière (Q'w 0,2 à 3). Dans les trois processus, le dressage a été effectué avec une avance de dressage constante vd de 0,2 mm/tour de meule. Les conclusions suivantes peuvent être tirées :
- Les résultats montrent que la rugosité de dressage doit être initialement réglée de manière à correspondre à la puissance d'enlèvement, dans ce cas concret : 6 micromètres.
- Il apparaît également que les rugosités de surface fines deviennent plus rugueuses lorsque l'enlèvement de matière est important.
- Les deux diagrammes montrent également que l'inverse se produit lorsqu'une faible puissance d'enlèvement est appliquée : La rugosité de surface devient plus fine que celle initialement obtenue par dressage dans la meule.
Cette adaptation de la meule aux taux d'enlèvement de matière est appelée "auto-affûtage". Dans des conditions de processus parfaites, les meules ne devraient devoir être dressées qu'en raison d'une perte de forme ou de profil, et non parce que la meule s'encrasse ou s'émousse.
Influence des paramètres de dressage : vitesse d'approche et avance de dressage
Pour obtenir un excellent état de surface tout en conservant des taux d'enlèvement de matière élevés, il est primordial de travailler avec de petites passes ad (profondeur de coupe), c'est-à-dire 0,002 à 0,03 mm par passe de dressage.
Pour augmenter la rugosité de surface de la meule, on augmente l'avance de dressage vd et non la profondeur de l'avance de dressage ad.
Une avance de dressage plus élevée vd entraîne une rugosité de surface plus importante de la meule et donc une meule plus tranchante et plus agressive.
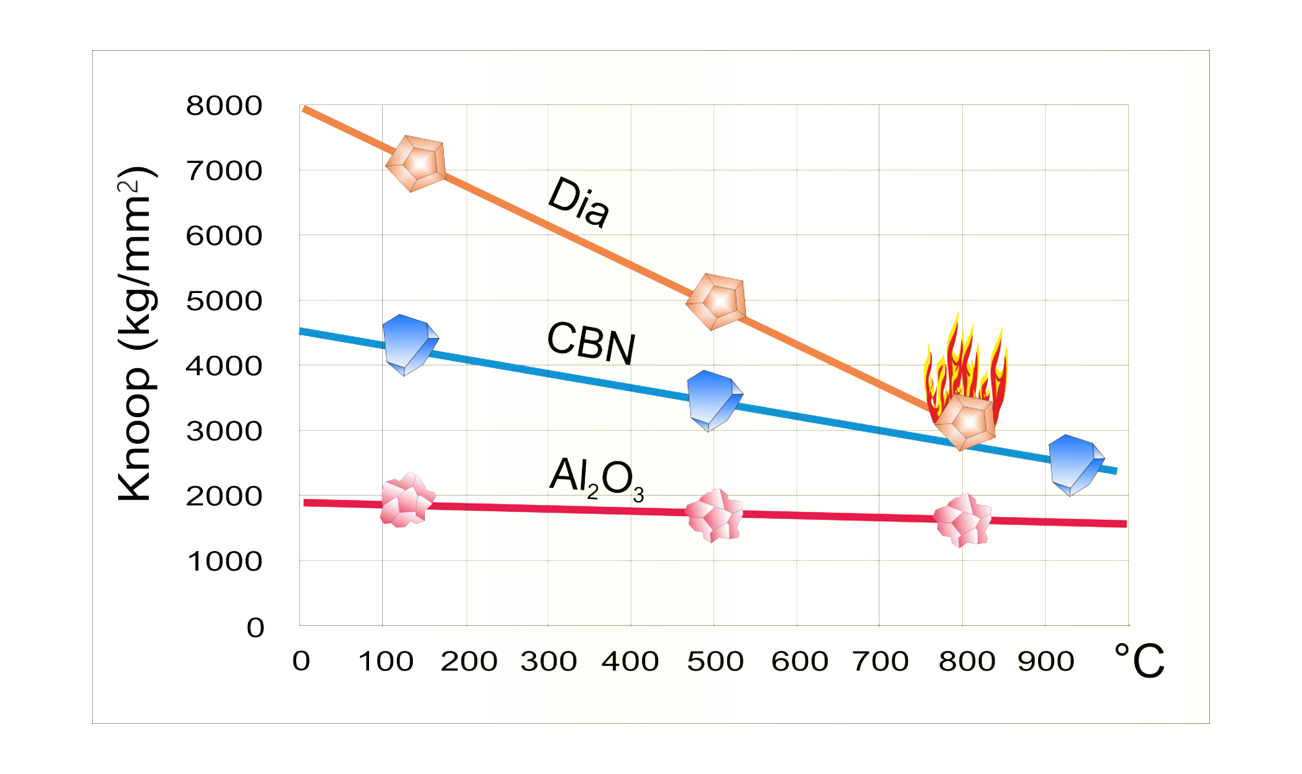
Une faible avance de dressage vd permet d'obtenir une topographie plus fine de la meule et un meilleur état de surface sur la pièce, mais une puissance d'enlèvement plus faible lors de la rectification. Il convient également de noter que les meules dressées trop finement peuvent provoquer des brûlures de meulage.
Important : Toujours utiliser du liquide réfrigérant pendant le dressage afin d'éviter tout dommage thermique au diamant, voir figure 3. En outre, la meule ne doit jamais être dressée sans passe (avec ad = 0 mm).
Réglage des paramètres de dressage
Largeur active bd des outils de dressage
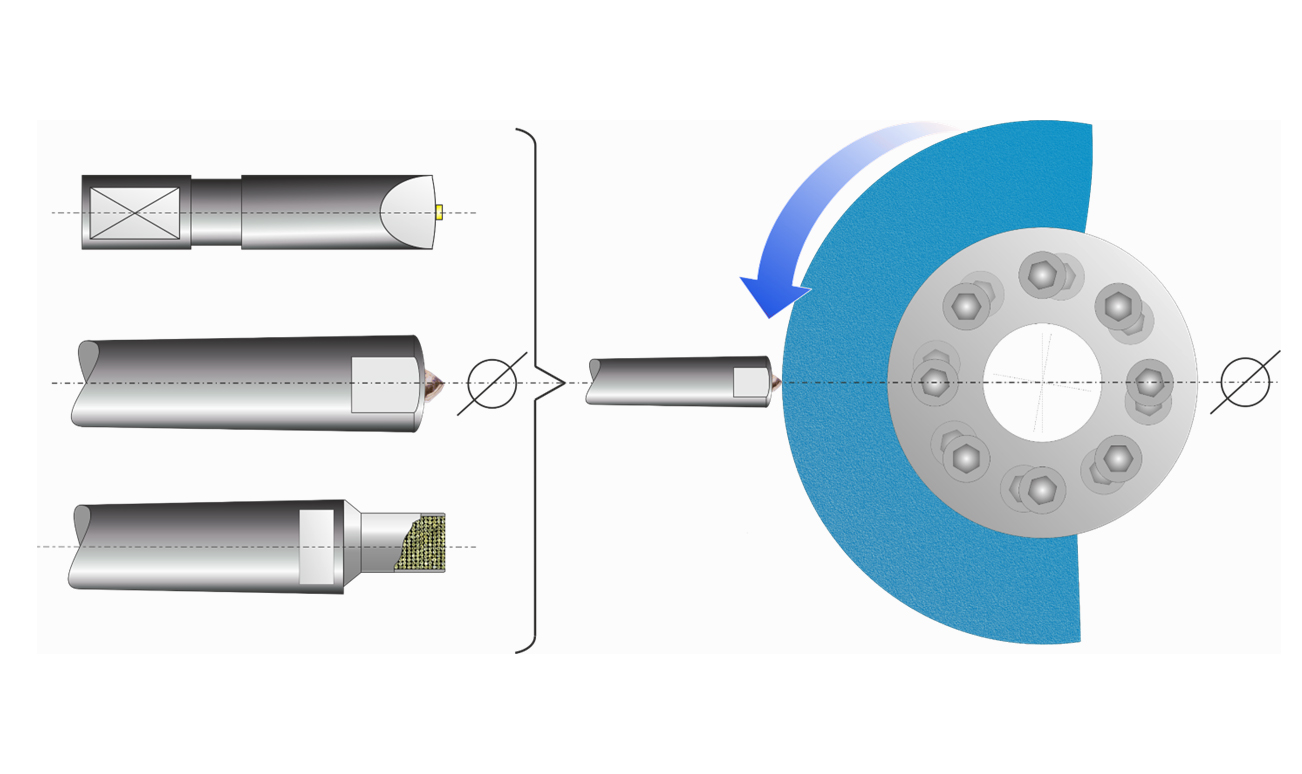
Ce paramètre de dressage indique la largeur active effective bd d'un outil diamanté pour une profondeur de coupe donnée ad. Pour les outils de dressage illustrés à la figure 4, la largeur effective bd est indiquée ci-dessous :
- Diamant à un grain : 0,5 à 1 mm
- Diamant multi-grains : 1,5 à 12 mm*.
- Plaquette de dressage : 0,7 à 1,0 (1,2) mm
- Plaquette de dressage MCD ou CVD : 0,4 à 1,2 mm
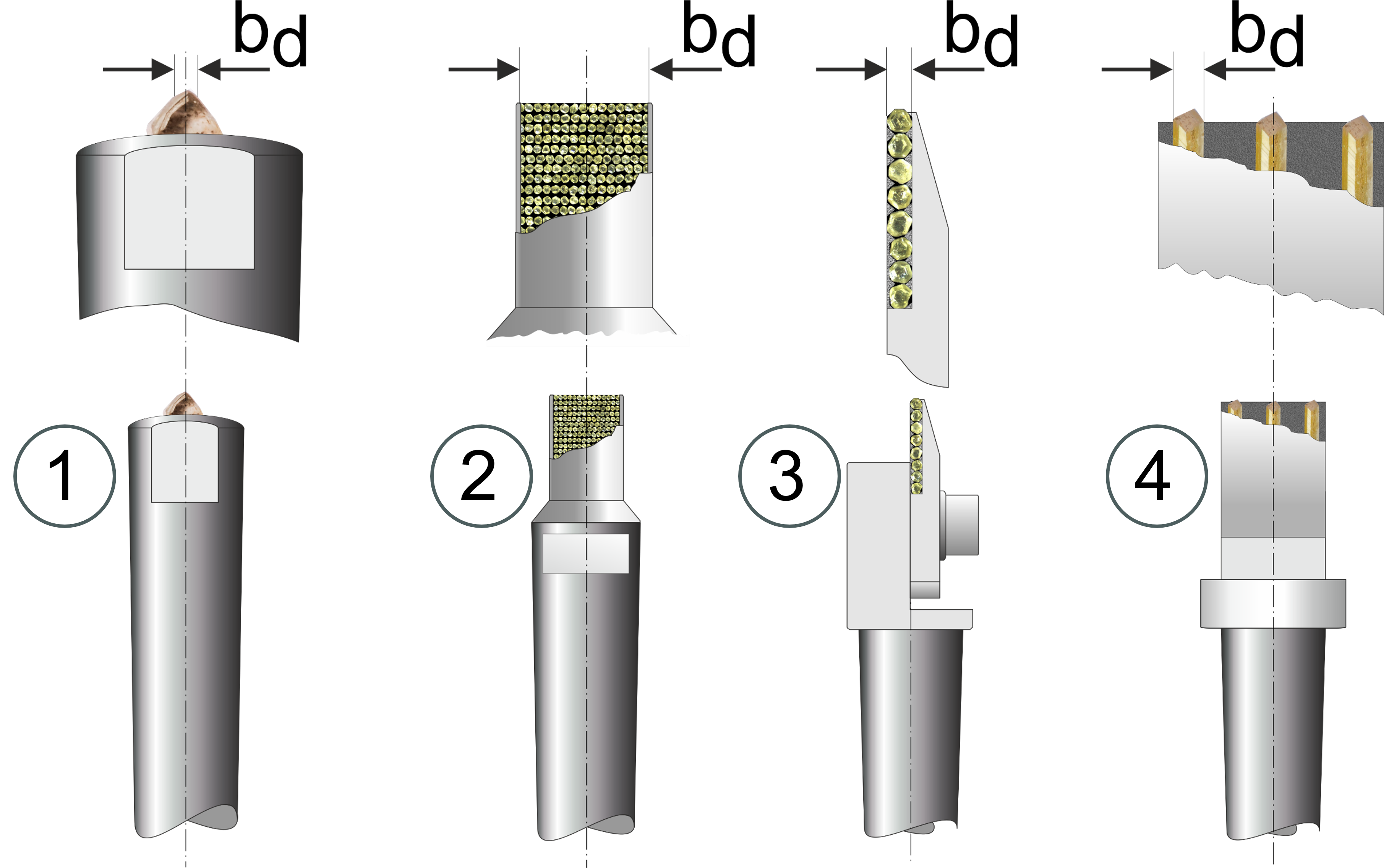
Attention : pour les outils de dressage diamantés multi-grains (2) avec une largeur active bd supérieure à 3 mm, il ne faut utiliser que 35 % de la largeur effectivement mesurée, car la largeur totale de toutes les pointes de diamant en saillie représente environ 1/3 de la largeur mesurée de l'outil. En utilisant la largeur active mesurée, les meules risquent d'être dressées trop finement.
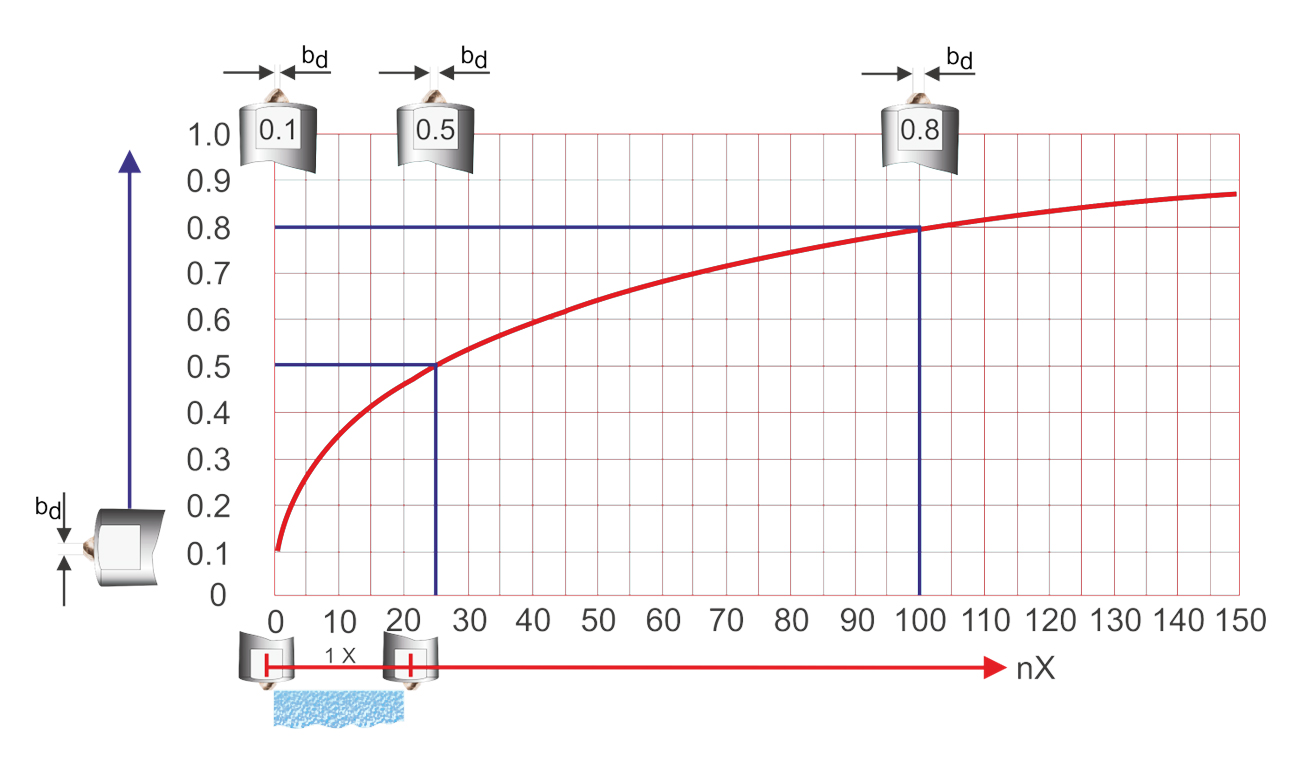
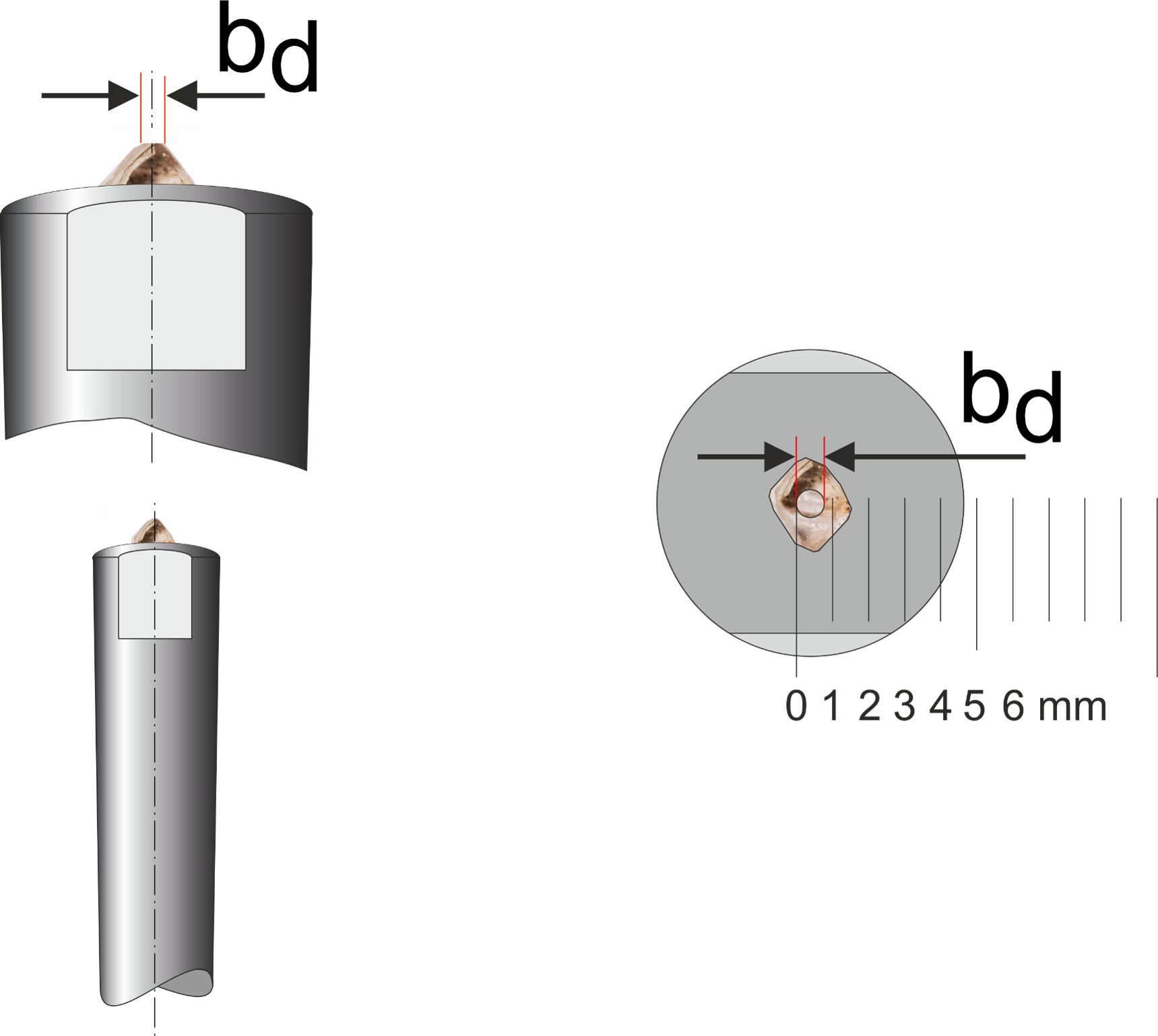
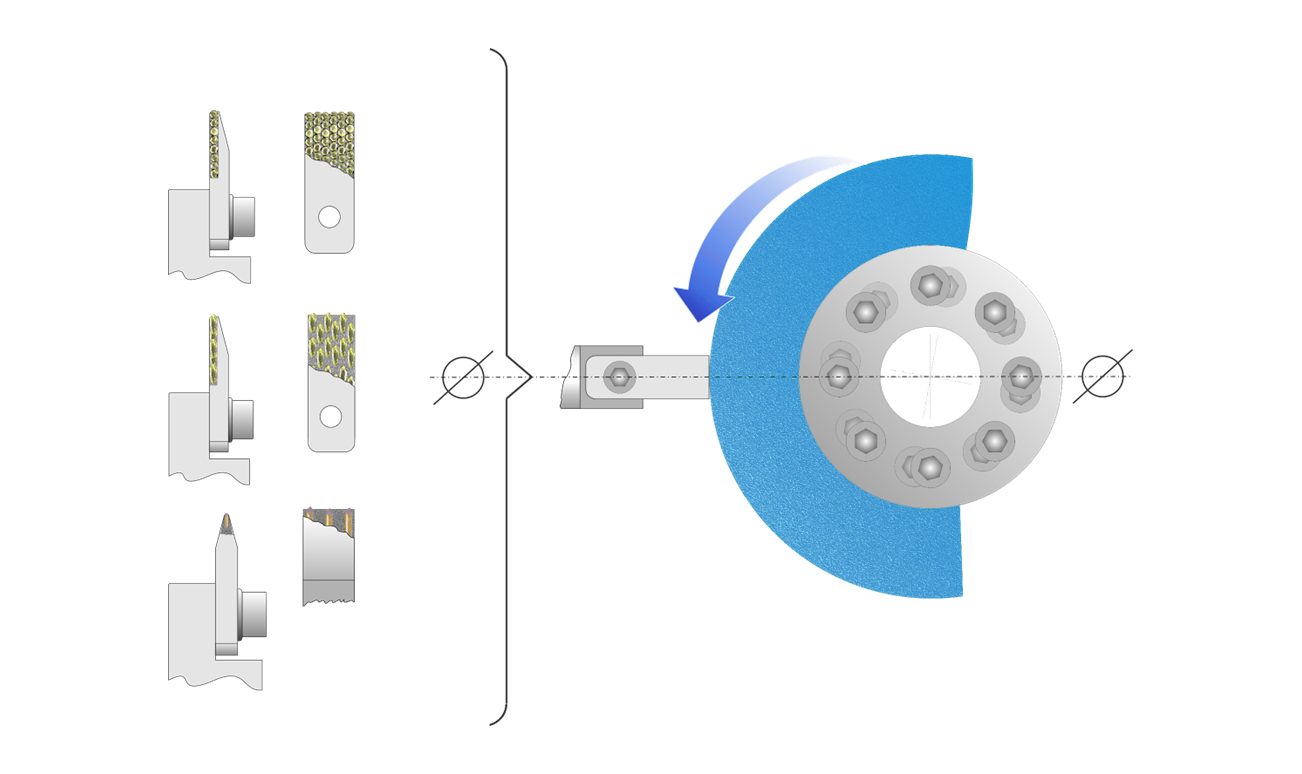
Pour les outils de dressage mono-grains à diamants naturels, la largeur active bd dépend de l'usure due à une utilisation fréquente, comme le montre la figure 5. La largeur active bd ne devrait jamais être supérieure à 1 mm. Lorsqu'une largeur active de 1 mm est atteinte, le diamant doit être déplacé dans le porte-outil s'il a plusieurs endroits utilisables pour le dressage. Dans le cas contraire, le diamant doit être remplacé.
Pour déterminer la largeur effective bd d'un diamant mono-grain, voir figure 6, on peut utiliser une règle graduée et une loupe. Cette méthode fournit un bon point de repère pour le calcul de la vitesse d'avance correcte vd.
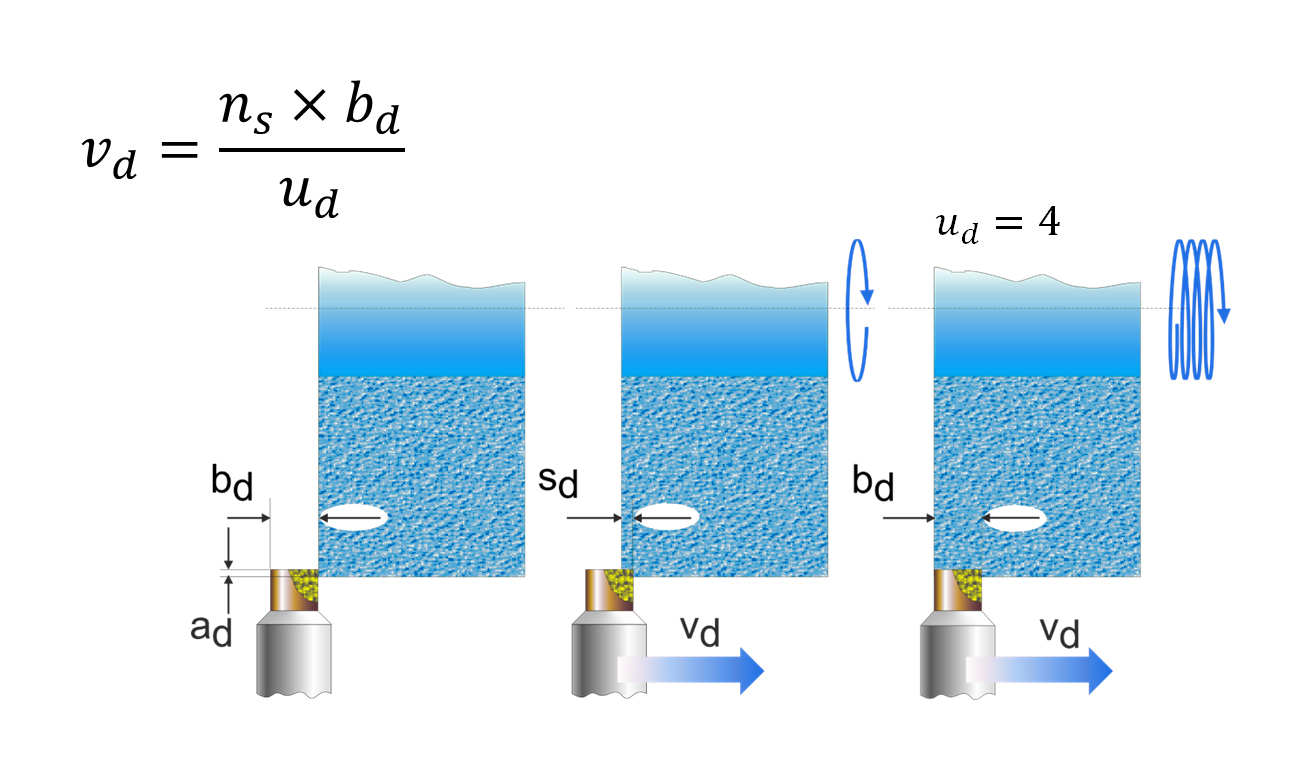
Taux de recouvrement ud
La figure 7 montre un taux de recouvrement ud de 4. Le taux de recouvrement indique le nombre de fois où un point sur la circonférence de la meule est recouvert par la largeur effective bd de l'outil de dressage pour un nombre donné de rotations de la meule. Plus cela se produit souvent, plus le taux de recouvrement est élevé et plus la surface de la meule est fine. Ainsi, un degré de recouvrement ud de 4, comme illustré à la figure 7, signifie que l'outil de dressage s'est déplacé axialement sur la circonférence de la meule de sa largeur bd en quatre tours de meule.
Valeurs indicatives :
Ébauche : 2 - 3
Rectification normale : 3 - 4
Semi-finition : 4 - 6
Finition : 6 - 8
Calcul du taux de recouvrement ud et de la vitesse d'avance de dressage vd
bd = largeur active en mm
ns = nombre de tours de meule par minute
ud = taux de recouvrement (nombre)
vd = Vitesse de l'avance du dressage en mm/min
Formule de calcul du taux de recouvrement ud
ud = Largeur effective du diamant bd / Avance du dressage vd par tour de meule = bd / sd= (bd x ns) / vd
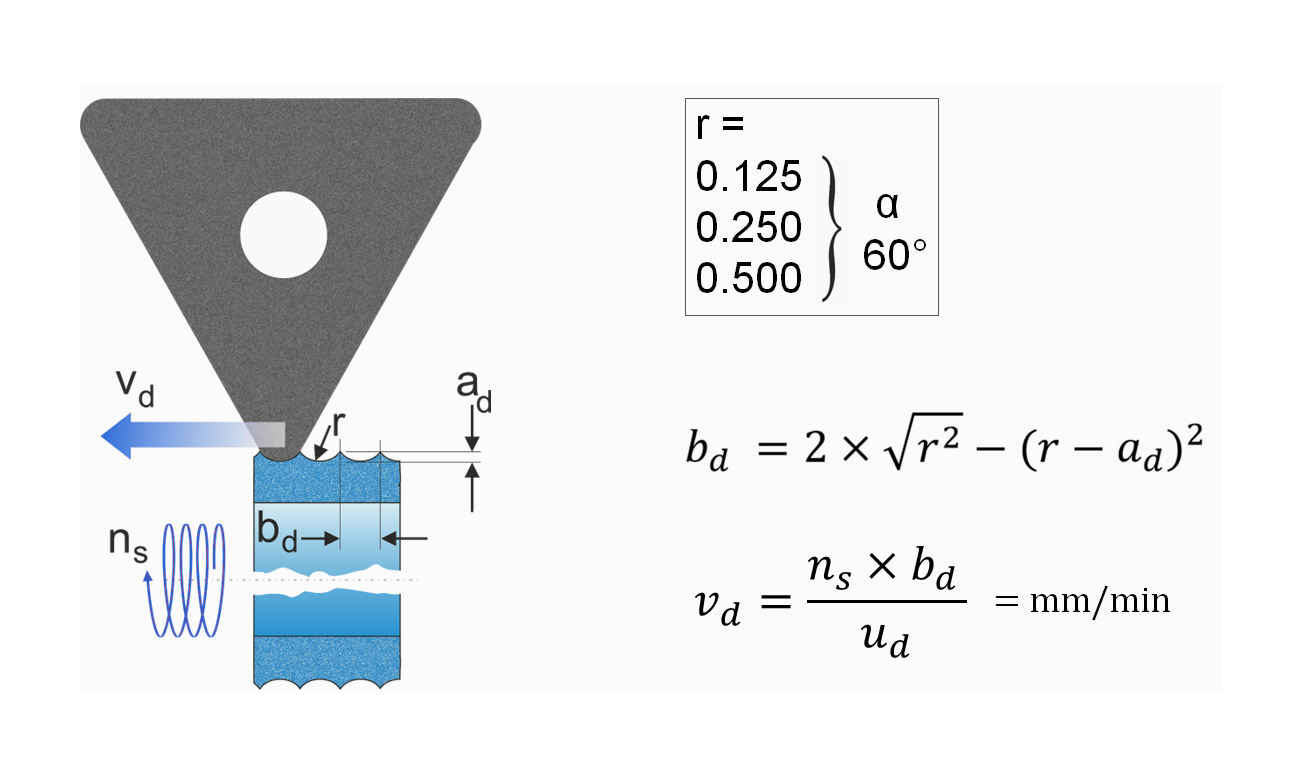
Si le degré de recouvrement ud a été déterminé par calcul ou par d'autres critères de sélection, l'avance de dressage vd de l'outil diamant peut être facilement calculée. Pour les outils de dressage avec des rayons définis, il faut utiliser la profondeur d'attaque de dressage ad pour déterminer d'abord la largeur active bd. Voir figure 8.
vd= (ns × bd) / ud
Calcul de l'avance de dressage vd pour les outils avec un rayon défini
La formule de la figure 8 s'applique également aux outils de dressage à rayon défini.
Réglage de la profondeur de l’outil de dressage ad
Comme indiqué précédemment, le réglage de la profondeur ad par passe de dressage ne doit pas dépasser la plage de 0,002 à 0,03 mm pour tous les outils de dressage fix.
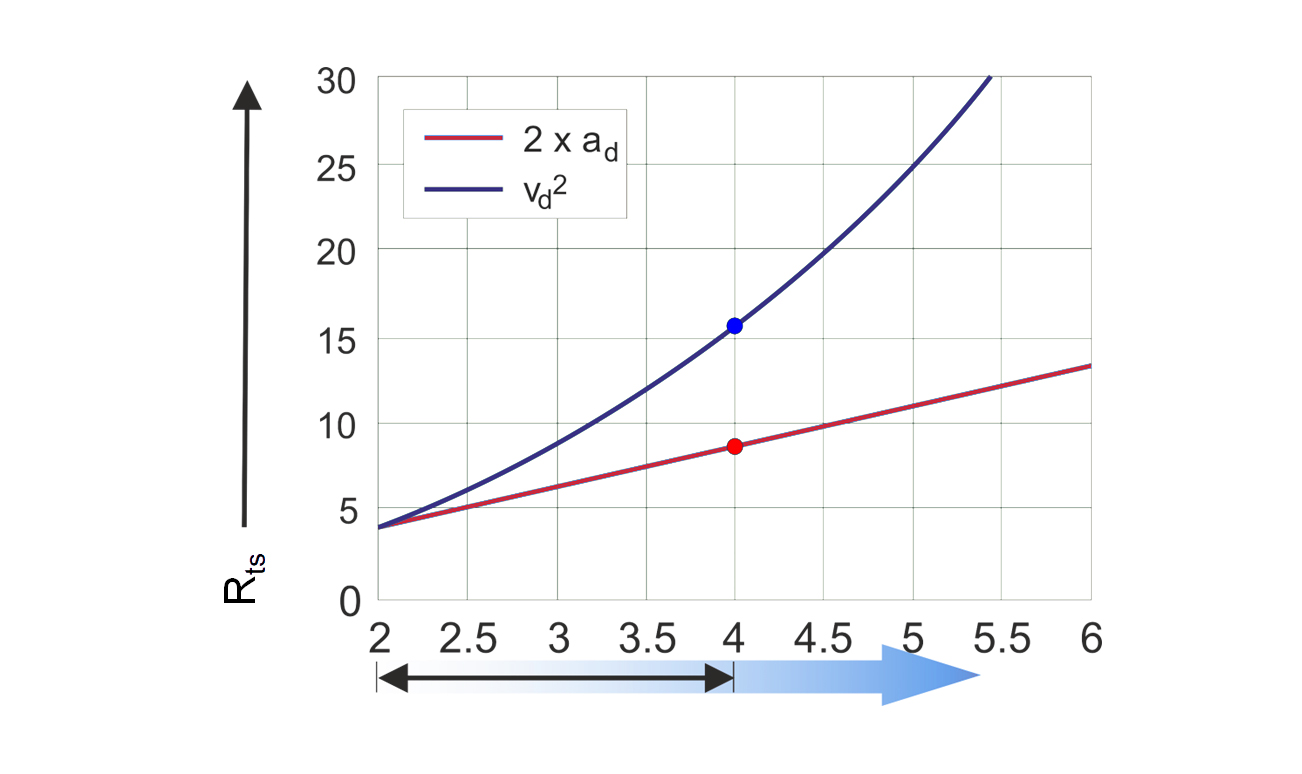
Avance de dressage vd par rapport à l'avance en profondeur ad
Est-il préférable d'augmenter l'avance de dressage vd ou la profondeur d'avance ad pour obtenir une meule plus agressive ? La figure 9 montre l'effet d'un doublement de l'avance vd ou de la profondeur d'avance ad sur la rugosité de surface Rts de la meule. Le graphique montre que l'augmentation de l'avance de dressage vd (augmentation exponentielle) a un effet plus important sur la rugosité de surface Rts que l'augmentation de la profondeur de passe (augmentation linéaire) ad.
Positionnement des outils de dressage par rapport à la ligne médiane de la meule
Tous les outils de dressage fix doivent avoir leur centre sur la ligne médiane de la meule, afin d'éviter toute distorsion éventuelle lors du dressage de profil CNC, comme le montrent les figures 10 et 11.
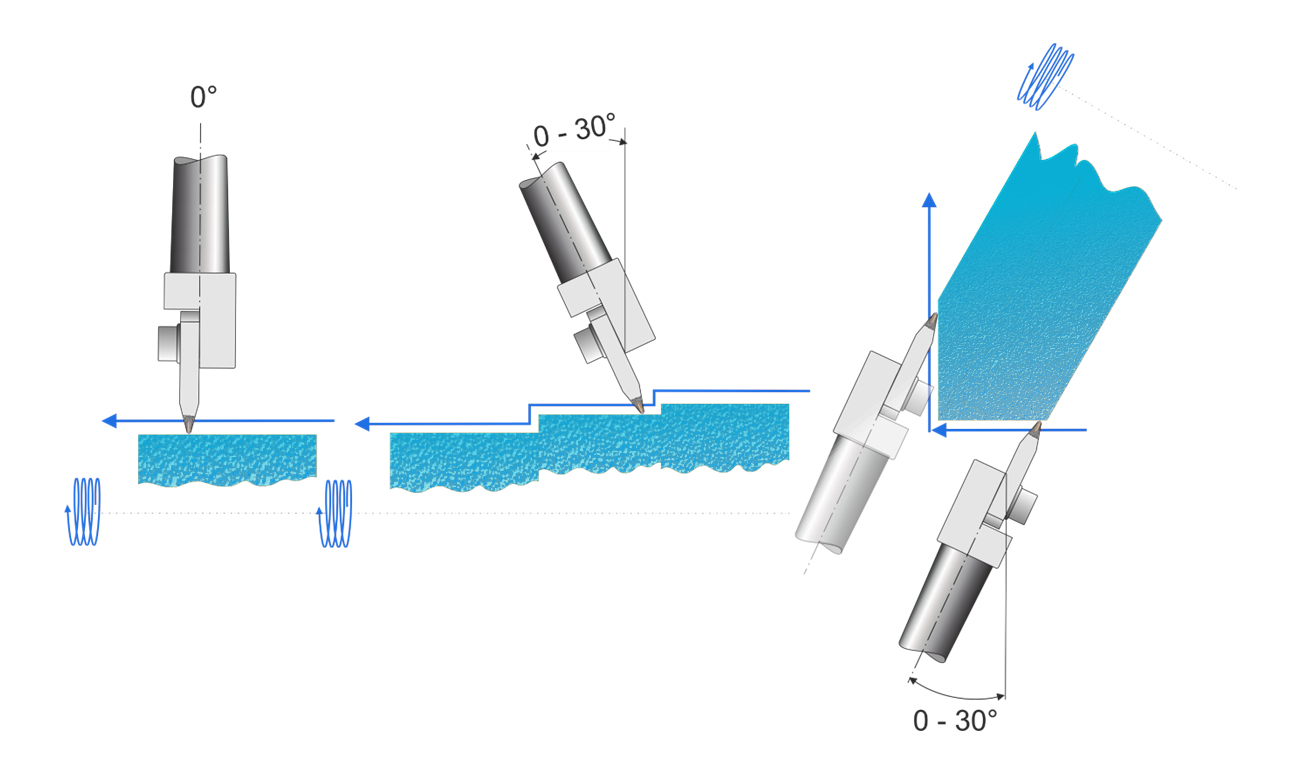
Directives d'utilisation pour les plaquettes de dressage
Selon le profil de la meule, il est possible d'utiliser des plaquettes dans différentes positions angulaires (meule droite, meule déportée avec épaulements, meules pour plongées inclinées). Dans tous les cas, il convient toutefois de respecter la règle de base du positionnement centré par rapport à l'axe de la meule.
Vous avez des questions ?
Si vous souhaitez en savoir plus sur le réglage des paramètres de dressage, n'hésitez pas à nous contacter. Nous nous ferons un plaisir de vous conseiller.