






Utensili di ravvivatura fissi, parte 2: applicazione e uso
Nella prima parte di questo Motion blog, vi abbiamo informati sull'importanza della ravvivatura e sui diversi tipi e applicazioni degli utensili di ravvivatura fissi .
In questa seconda parte del blog, potete leggere quali parametri giocano un ruolo nel processo di ravvivatura e come dovrebbero essere ottimizzati per ottenere il miglior risultato.
Nozioni di base sui parametri di ravvivatura
In primo luogo, vorremmo fornirvi una panoramica dei parametri più importanti che influiscono sul processo di ravvivatura e che sono rilevanti per il resto del blog:
ad Profondità di ingresso del diamante per trabocco (mm)
bd Larghezza effettiva del diamante di ravvivatura (mm)
ns Giri della mola di rettifica al minuto (rpm)
Rts Rugosità superficiale della mola in µm
sd Avanzamento dell'utensile di ravvivatura per giro di mola (mm/giro)
Ud Grado di copertura (numero)
vc Velocità periferica della mola (m/s)
vd Velocità di avanzamento dell'utensile di diamantatura (mm/min.)
Obiettivo: Autoaffilatura
Come spiegato nella prima parte di questo blog, il processo di ravvivatura persegue generalmente due obiettivi: 1. modellare geometricamente la mola, 2. influenzare la rugosità superficiale (Rts).
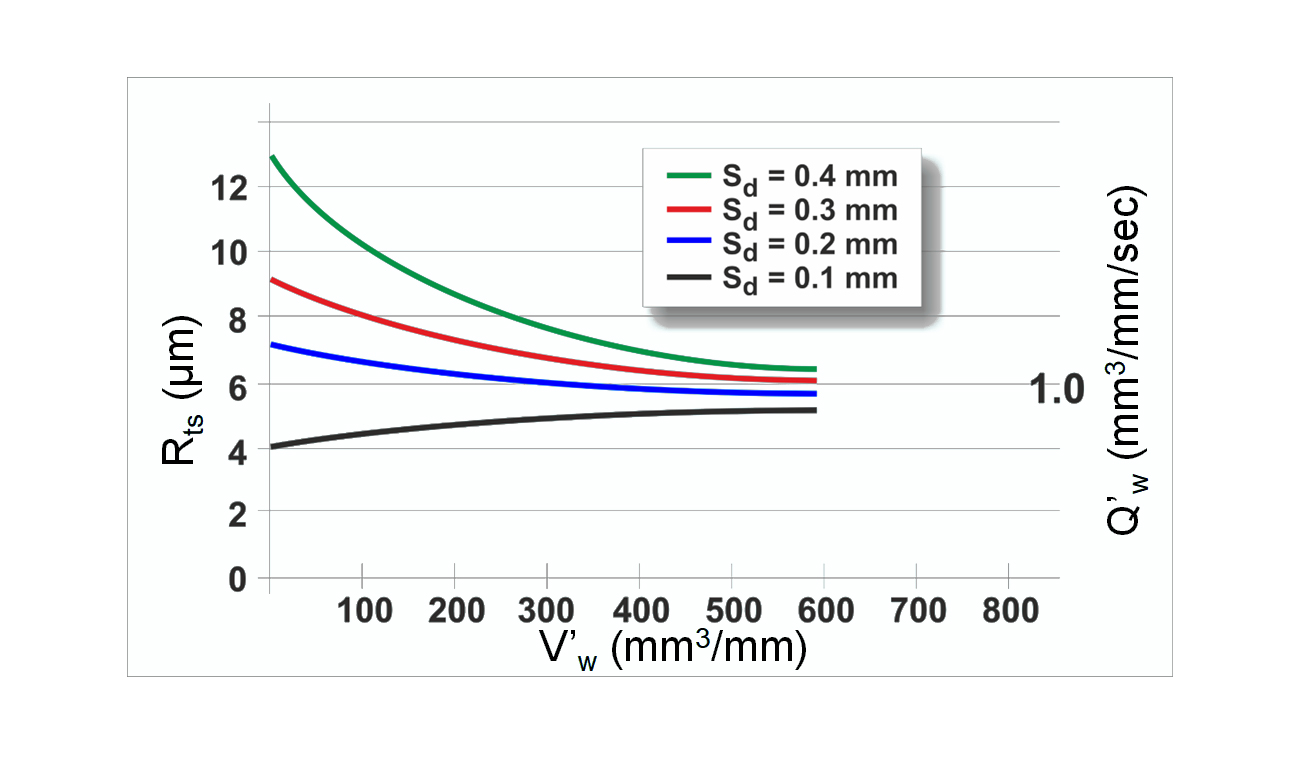
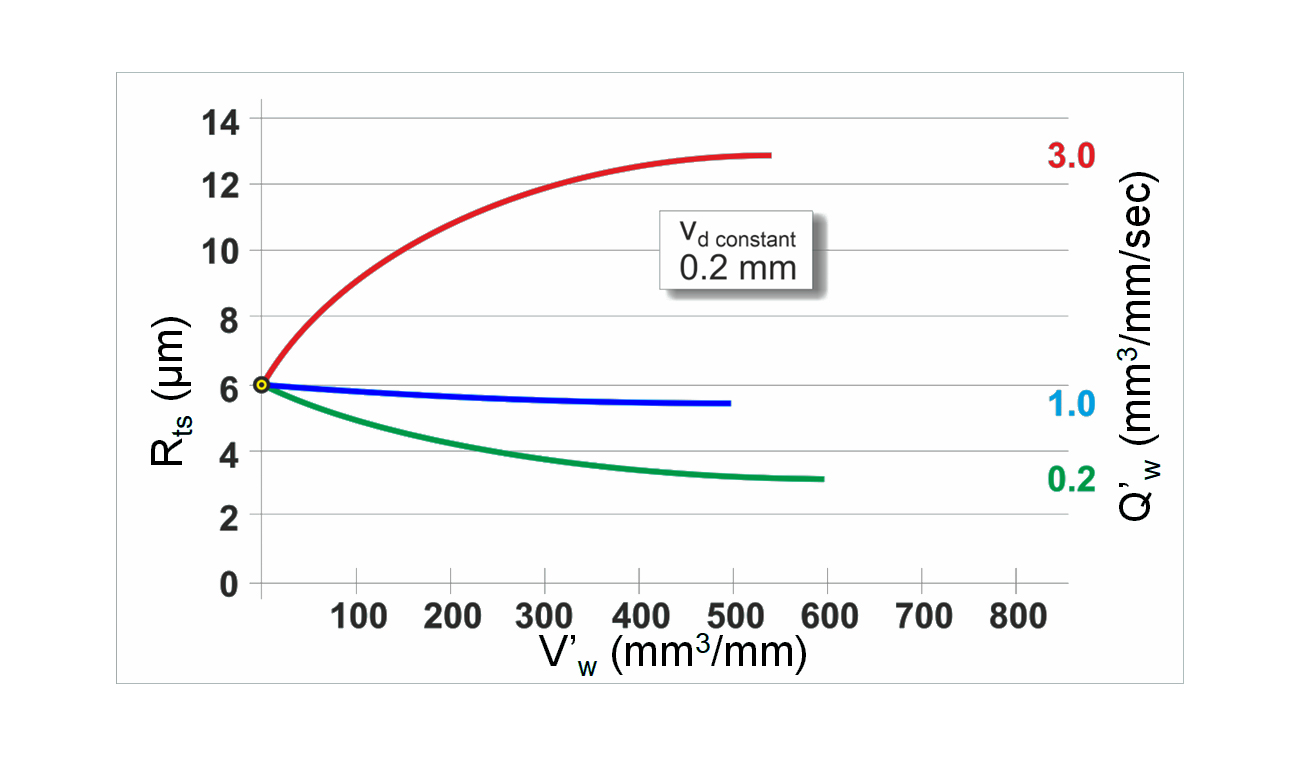
Per quanto riguarda la rugosità superficiale, i parametri di ravvivatura devono essere impostati in modo che la mola si adatti ai tassi di rimozione del materiale specificati all'inizio del ciclo di rettifica. Dopo aver rimosso una certa quantità di materiale (V'w), ogni mola si adatta alla "propria" rugosità superficiale, indipendentemente dalla rugosità iniziale. La Figura 1 mostra come la mola si adatta da diverse rugosità superficiali, da 4 a 13 micron (µm) circa, a una velocità di asportazione costante di Q'w 1 mm3/mm/sec, a una rugosità di 6 micron, indipendentemente dalla sua rugosità iniziale. È interessante notare che questo fenomeno si verifica di solito a una V'w di circa 500 mm3 di materiale rimosso per 1 mm di larghezza della mola.
(Fonte: Dissertazione di K. Weinert, 1976, Università Tecnica di Braunschweig).
La Figura 2 mostra l'influenza del volume di materiale rimosso V'w sulla rugosità superficiale originale Rts di 6 micrometri a diversi tassi di asportazione di materiale Q'w e a un tasso di avanzamento di ravvivatura costante vd per giro della mola sd. La rugosità delle mole si adatta a diversi valori di rugosità Rts (da 4 a 13 µm) a diversi tassi di asportazione (Q'w da 0,2 a 3). In tutti e tre i processi, la ravvivatura è stata eseguita con un avanzamento costante vd di 0,2 mm/giro della mola. Si possono trarre le seguenti conclusioni:
- I risultati mostrano che la rugosità di ravvivatura deve essere inizialmente impostata in modo da corrispondere al tasso di asportazione, in questo caso specifico: 6 micrometri.
- Si può anche notare che la rugosità superficiale fine diventa più ruvida con un'elevata asportazione di materiale.
- I due diagrammi mostrano anche che l'inverso si verifica quando si applica un basso tasso di asportazione: La rugosità della superficie diventa più fine di quella che era stata originariamente lavorata nella mola con la ravvivatura.
Questo adattamento della mola ai tassi di asportazione del materiale è noto come "autoaffilatura". In condizioni di processo perfette, le mole dovrebbero essere sottoposte a ravvivatura solo a causa della perdita di forma o di profilo, ma non perché la mola si è intasata o smussata.
Influenza dei parametri di ravvivatura in incremento e della velocità di avanzamento della ravvivatura
Per ottenere un'eccellente finitura superficiale e un'elevata asportazione di truciolo, è estremamente importante lavorare con piccoli incrementi ad (profondità di taglio), cioè da 0,002 a 0,03 mm per ogni passata di ravvivatura.
Per aumentare la rugosità superficiale del disco, si aumenta l'avanzamento di ravvivatura vd e non la profondità dell'avanzamento di ravvivatura a(d).
Un maggiore avanzamento di ravvivatura vd porta a una maggiore rugosità superficiale della mola e quindi a un mola più aggressiva che taglia più liberamente.
Un basso avanzamento di ravvivatura vd porta a una topografia più fine della mola e a una migliore finitura superficiale del pezzo, ma a un minore tasso di asportazione durante la rettifica. Si noti inoltre che le mole sottoposte a ravvivatura troppo fine possono causare bruciature da rettifica.
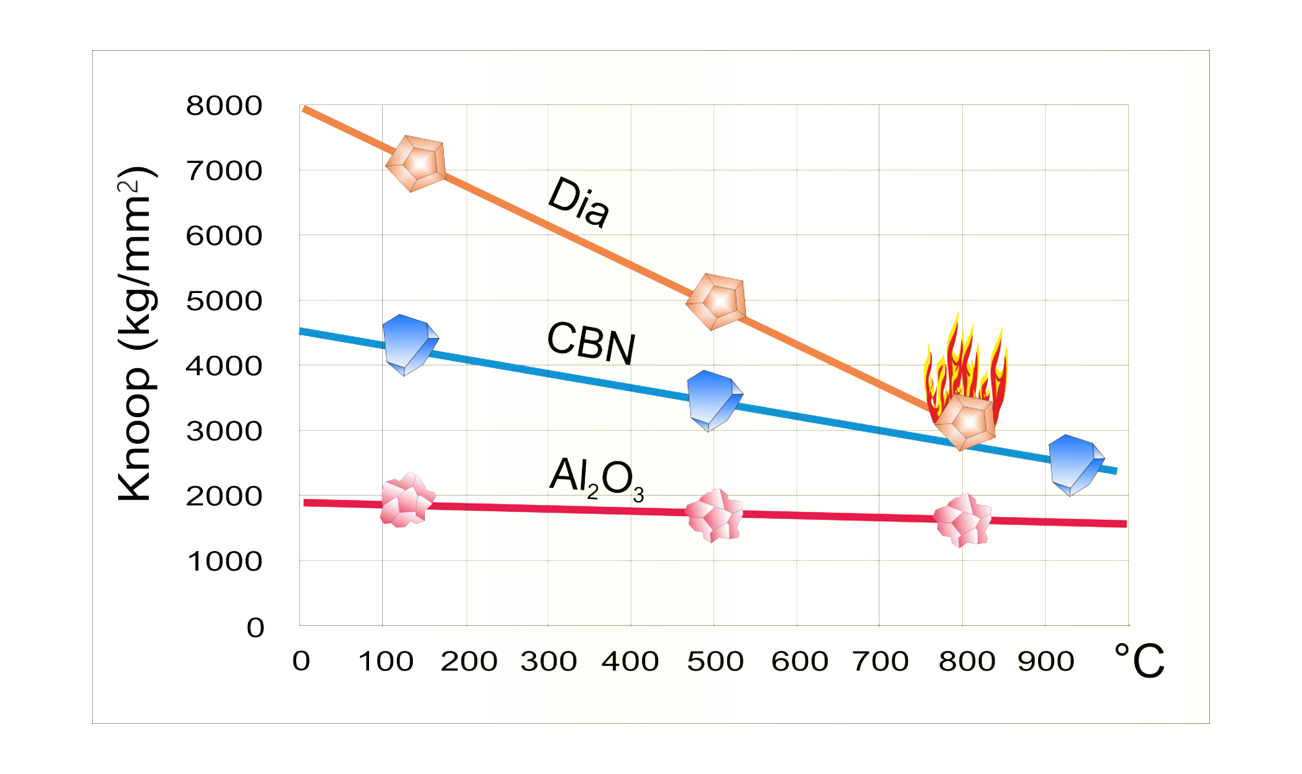
Importante: utilizzare sempre un lubrificante di raffreddamento durante la ravvivatura per evitare danni termici al diamante, vedere Figura 3. Inoltre, la mola non deve mai essere ravvivata senza incrementi (con ad = 0 mm).
Impostazione dei parametri di ravvivatura
Larghezza effettiva bd degli utensili di ravvivatura
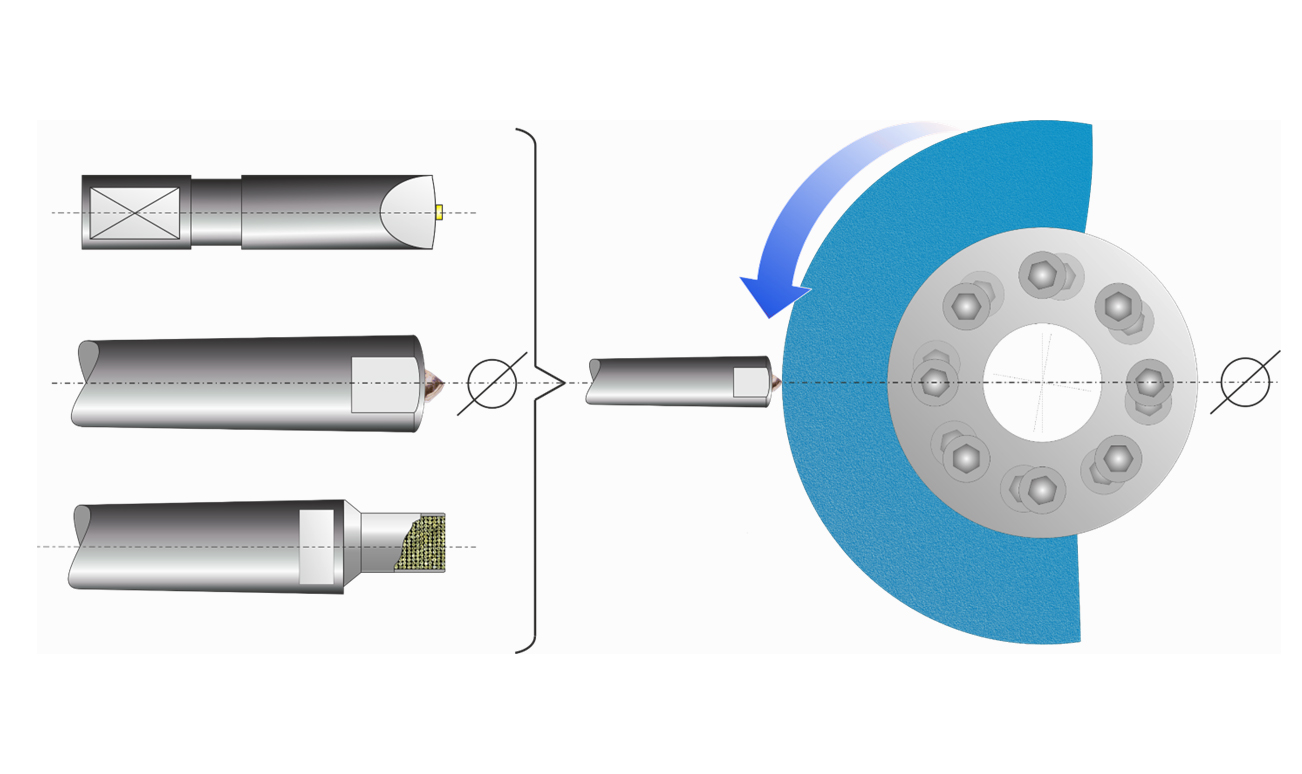
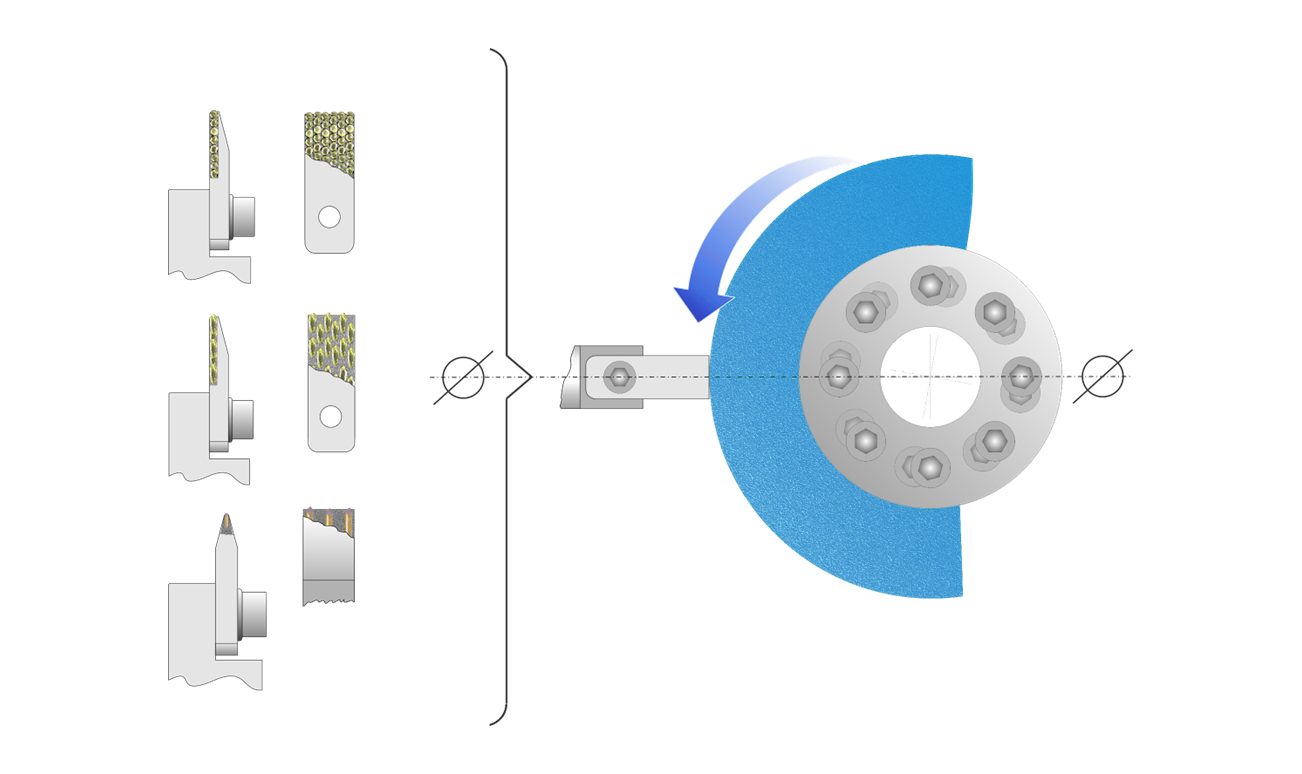
Questo parametro di ravvivatura specifica la larghezza effettiva bd di un utensile diamantato a una specifica profondità di taglio a(d). La larghezza effettiva bd è elencata di seguito per gli utensili di ravvivatura mostrati nella Figura 4:
- Diamante a grano singolo: da 0,5 a 1 mm
- Diamante agglomerato: da 1,5 a 12 mm*
- Piastrina di ravvivatura: da 0,7 a 1,0 (1,2) mm
- Piastrine di ravvivatura MKD o CVD: da 0,4 a 1,2 mm
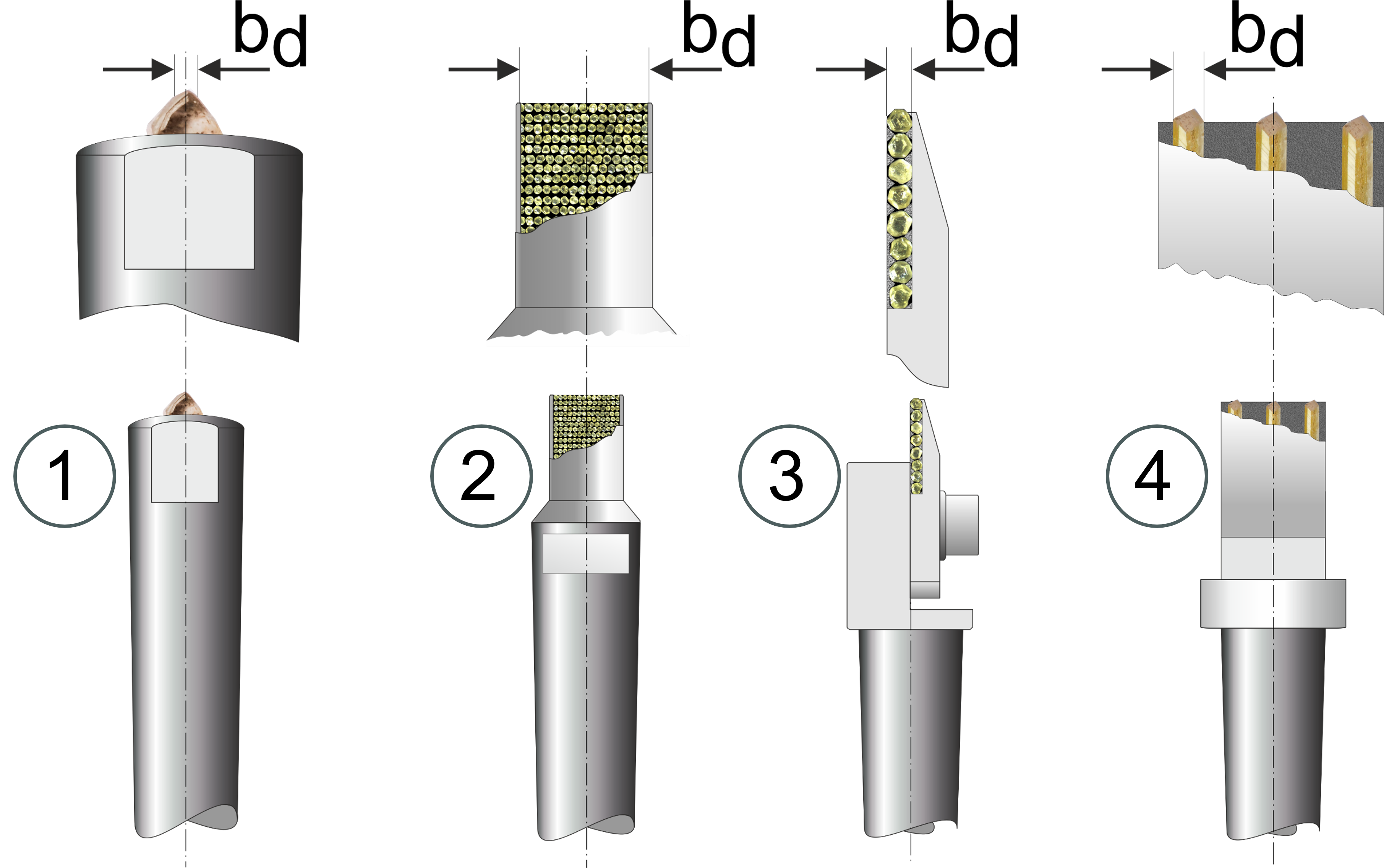
Attenzione: per i ravvivatori multigrana (2) con una larghezza effettiva bd superiore a 3 mm, è necessario utilizzare solo il 35% della larghezza effettiva misurata, poiché la larghezza totale di tutte le punte di diamante sporgenti è circa 1/3 della larghezza misurata dell'utensile. Se si utilizza la larghezza effettiva misurata, si rischia una lavorazione troppo fine delle mole.
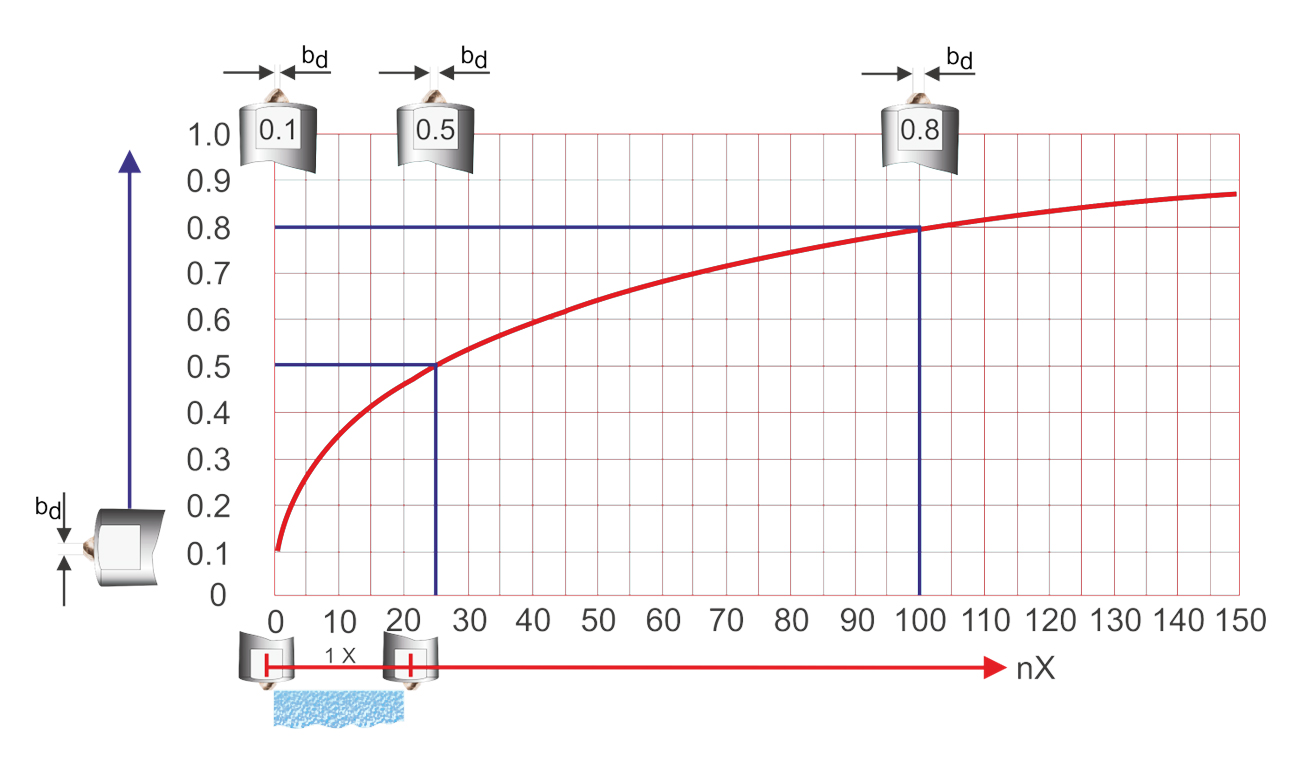
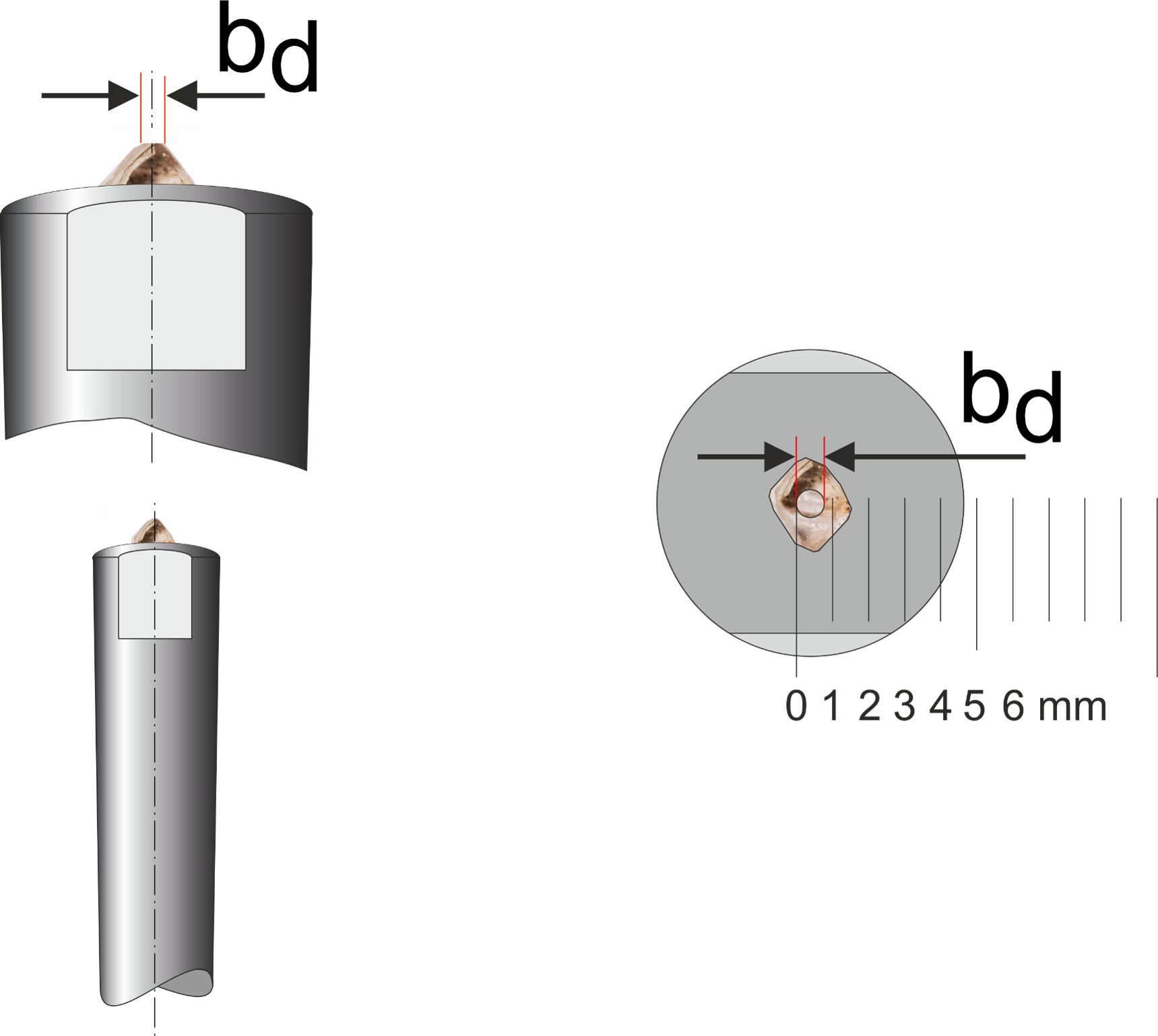
La larghezza effettiva bd per i ravvivatori a punta singola con diamanti naturali dipende dall'usura causata dall'uso frequente, come mostrato nella Figura 5. La larghezza effettiva bd non dovrebbe mai essere superiore a 1 mm. La larghezza effettiva bd non dovrebbe mai essere superiore a 1 mm. Quando si raggiunge una larghezza effettiva di 1 mm, il diamante deve essere riposizionato nel supporto se ha diversi punti utilizzabili per la ravvivatura. In caso contrario, il diamante deve essere sostituito.
Per determinare la larghezza effettiva bd di un diamante a grano singolo, vedi Figura 6, è possibile utilizzare un righello e una lente di ingrandimento. Questo metodo fornisce un buon punto di riferimento per calcolare la corretta velocità di avanzamento vd.
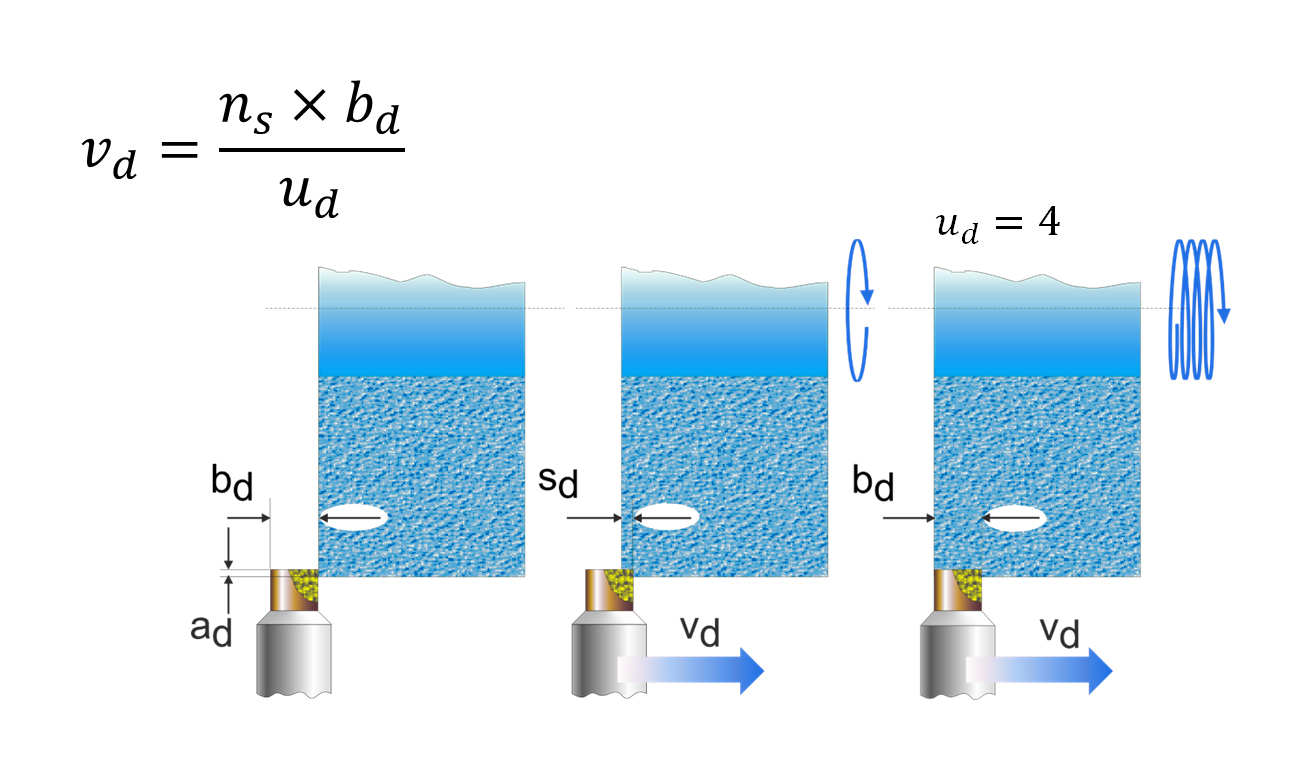
Grado di copertura ud
La Figura 7 mostra un grado di copertura ud pari a 4. Il grado di copertura indica la frequenza con cui un punto della circonferenza della mola viene coperto dalla larghezza effettiva bd dell'utensile di ravvivatura per un determinato numero di giri della mola. Più spesso ciò accade, più alto è il grado di copertura e più fine è la superficie della mola. Un grado di copertura ud di 4, come mostrato nella Figura 7, significa quindi che l'utensile di ravvivatura si è spostato assialmente sulla circonferenza della mola per la sua larghezza bd in quattro giri di mola.
Valori standard:
SgrossaturaInfrazioni: 2 - 3
Rettifica normale: 3 - 4
Finitura: 4 - 6
Finitura fine: 6 - 8
Calcolo del grado di copertura ud e della velocità di avanzamento della ravvivatura vd
bd = larghezza effettiva in mm
ns = giri della mola al minuto
ud = grado di copertura (numero)
vd = Velocità di avanzamento della lavorazione in mm/min
Formula per il calcolo del grado di copertura ud
ud = larghezza effettiva del diamante bd / avanzamento di ravvivatura sd per giro del disco = bd / sd = (bd x ns) / vd
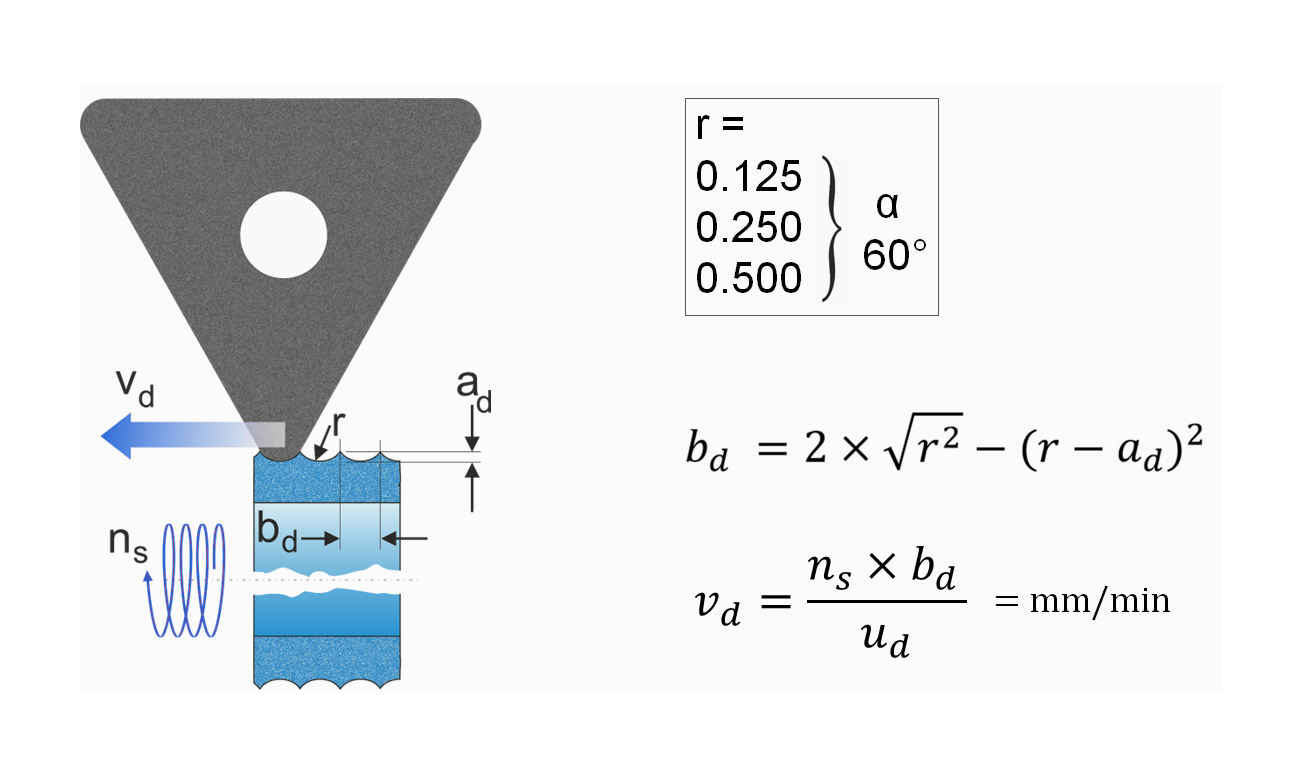
Se il grado di copertura ud è stato determinato mediante calcolo o altri criteri di selezione, l'avanzamento di ravvivatura vd dell'utensile diamantato può essere facilmente calcolato. Per gli utensili di ravvivatura con raggi definiti, la profondità di ravvivatura ad deve essere utilizzata per determinare prima la larghezza effettiva bd. Si veda la Figura 8.
vd = (ns × bd) / ud
Calcolo dell'avanzamento di ravvivatura vd per utensili con raggio definito
La formula illustrata nella Figura 8 si applica anche agli utensili di ravvivatura con un raggio definito.
Regolazione della profondità del ravvivatore ad
Come già detto, la profondità di ingresso ad per ogni passata di ravvivatura non deve superare l'intervallo di 0,002-0,03 mm per tutti i ravvivatori fissi.
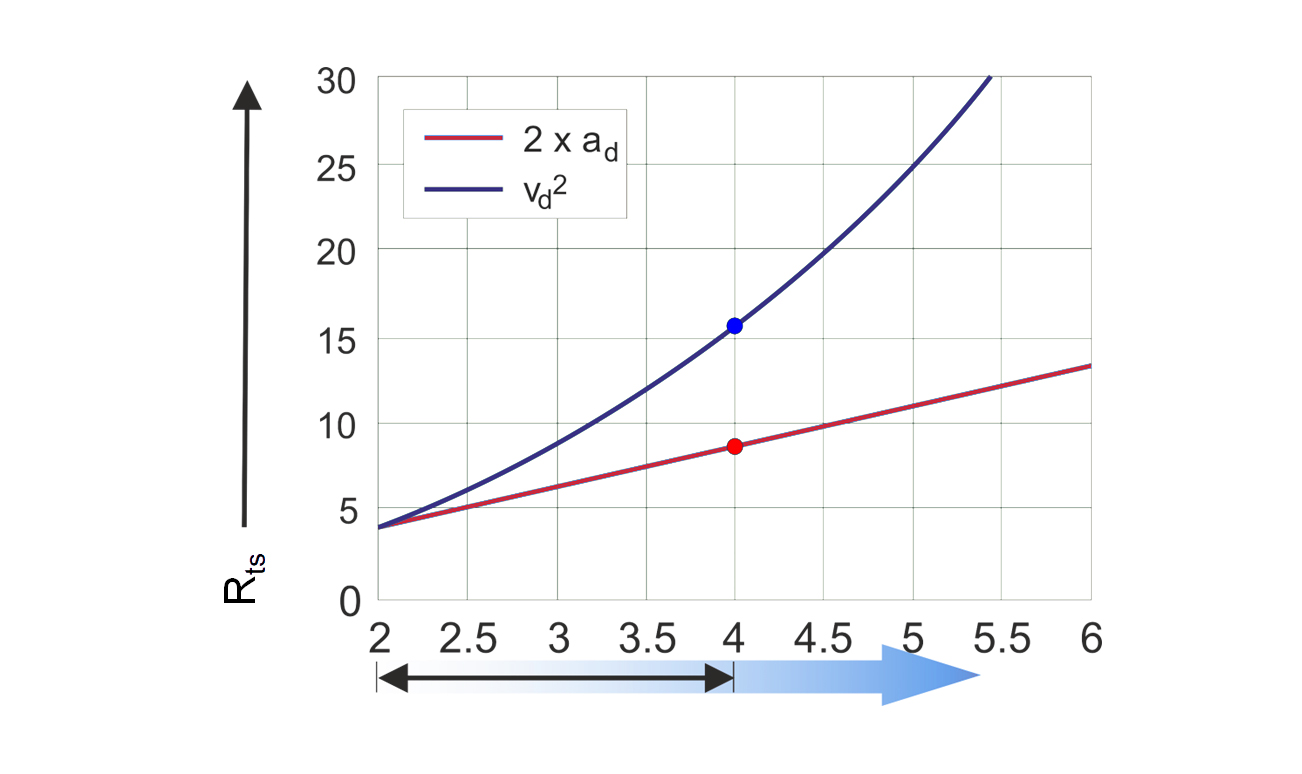
Avanzamento della ravvivatura vd in funzione della profondità di avanzamento ad
È meglio aumentare l'avanzamento di ravvivatura vd o la profondità di alimentazione ad per ottenere una mola più aggressiva? La Figura 9 mostra l'effetto del raddoppio dell'avanzamento vd o della profondità di alimentazione ad sulla rugosità superficiale Rts della mola. Il grafico mostra che l'aumento dell'avanzamento di ravvivatura vd (aumento esponenziale) ha un effetto maggiore sulla rugosità superficiale Rts rispetto all'aumento dell'alimentazione (aumento lineare) ad.
Posizionamento dei ravvivatori rispetto alla linea centrale della mola
Tutti gli utensili di ravvivatura fissi devono avere il loro punto centrale sulla linea mediana della mola per evitare distorsioni durante la ravvivatura del profilo CNC, come mostrato nelle Figure 10 e 11.
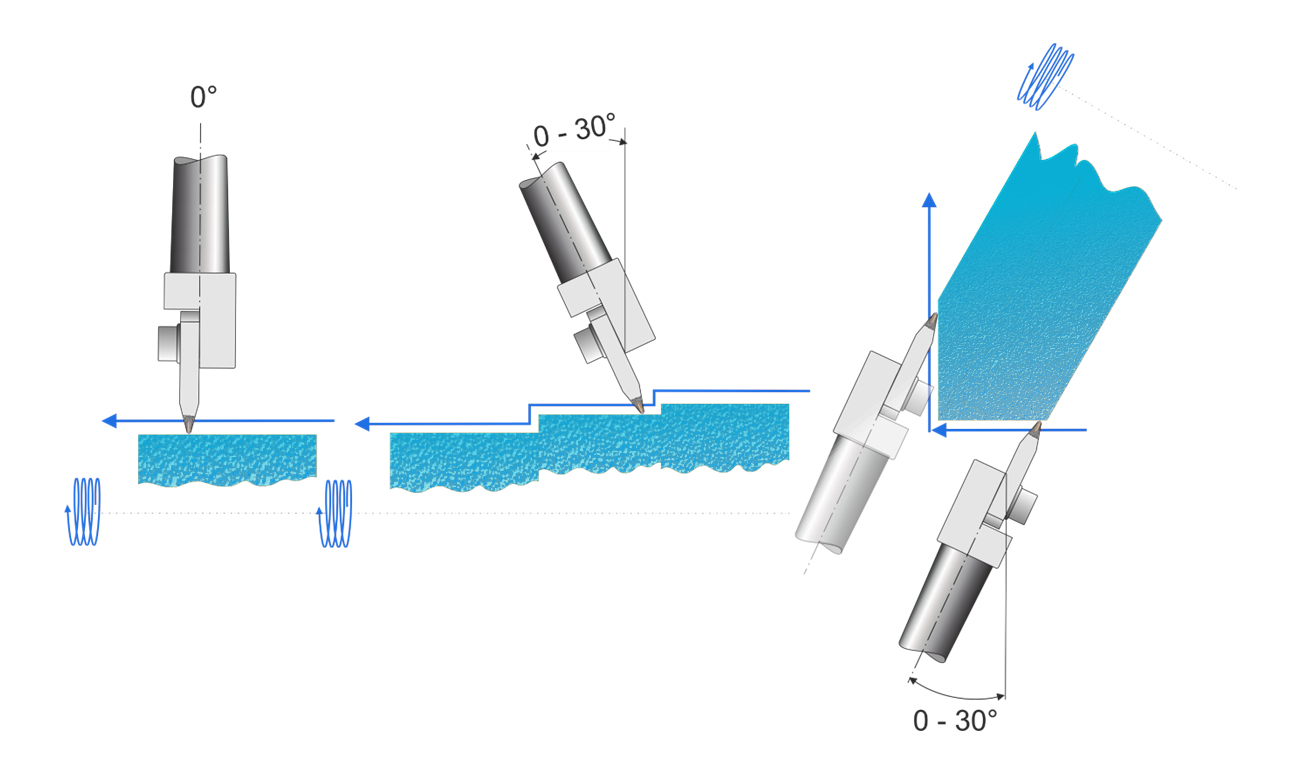
Linee guida per l'applicazione delle piastrine di ravvivatura
A seconda del profilo della mola di rettifica, le piastrine possono essere utilizzate in diverse posizioni angolari (mola dritta, mola sfalsato con spalle, mola angolata con taglio a tuffo). In tutti i casi, tuttavia, è necessario rispettare la regola di base del posizionamento centrato rispetto all'asse della mola.
Avete domande?
Se desiderate saperne di più sull'impostazione dei parametri di ravvivatura, contattateci. Saremo lieti di consigliarvi.