








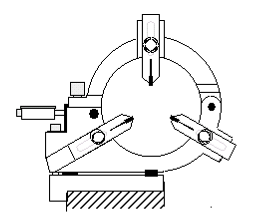
내경 원통 연삭의 경우 폐쇄형 고정 방진구는 긴 공작물을 장착하는 데 사용되며, 이 공작물은 공작물 스핀들 헤드의 센터 팁에 의해 한쪽으로 고정됩니다.
미세 조정을 통해 조를 조정할 필요 없이 원통도 및 원뿔 오차를 수정할 수 있습니다.
"레이스업 트릭"
"레이스업 트릭"은 센터와 방진구로 클램핑된 부품을 동시에 구동하고 센터 방향으로 당기는 방법입니다. 이 버전은 주로 소형 및 중형 부품용으로 설계되었습니다.
절차


먼저 양 센터 작업으로 부품을 연삭해야 합니다. 이때 방진구를 받칠 시트부위는 나중에 정확한 형태 및 위치 공차를 달성할 수 있도록 가능한 한 작은 공차로 연삭되어야 합니다.
외 경 연삭 작업이 완료되면 원하는 위치에 방진구를 배치합니다.
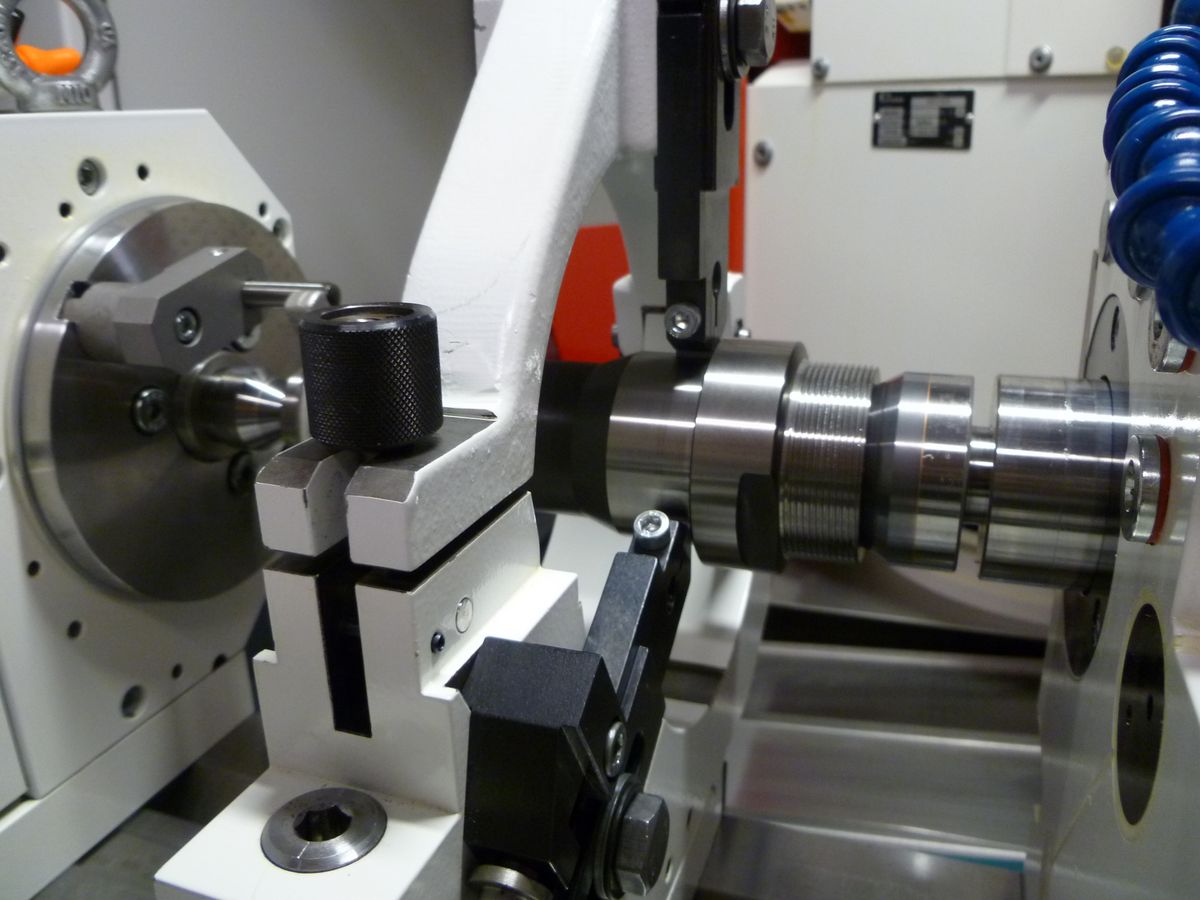
공작물을 양 센터 사이에 다시 클램핑합니다. 이제 두 개의 하단 조를 조심스럽게 연삭된 방진구 자리의 직경에 놓고 조입니다.
스프링이 장착된 널링 나사로 약간의 압력을 가할 수 있도록 브래킷이 완전히 닫히지 않도록 상단 조를 조정하십시오.
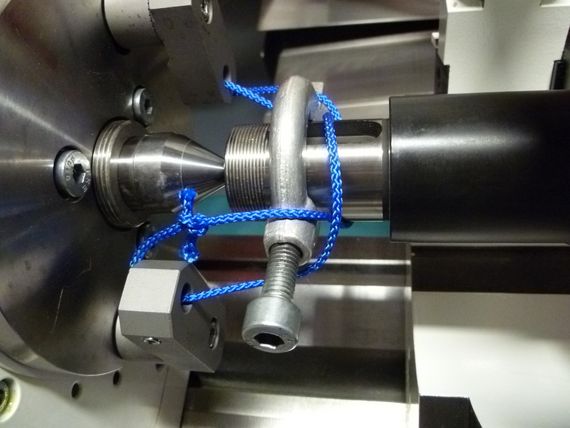
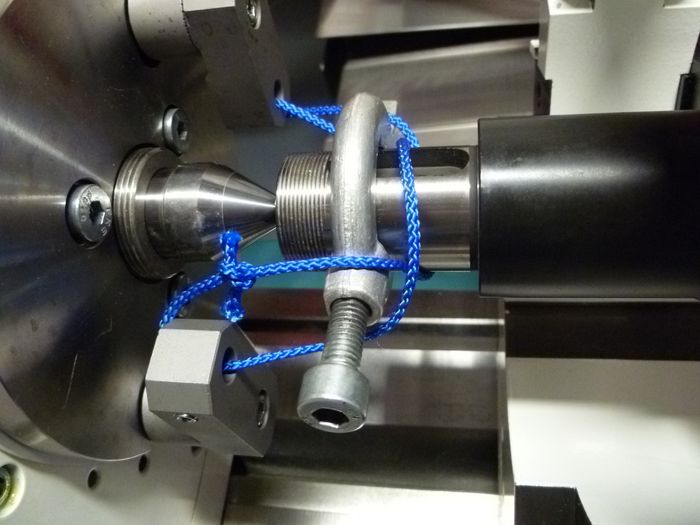
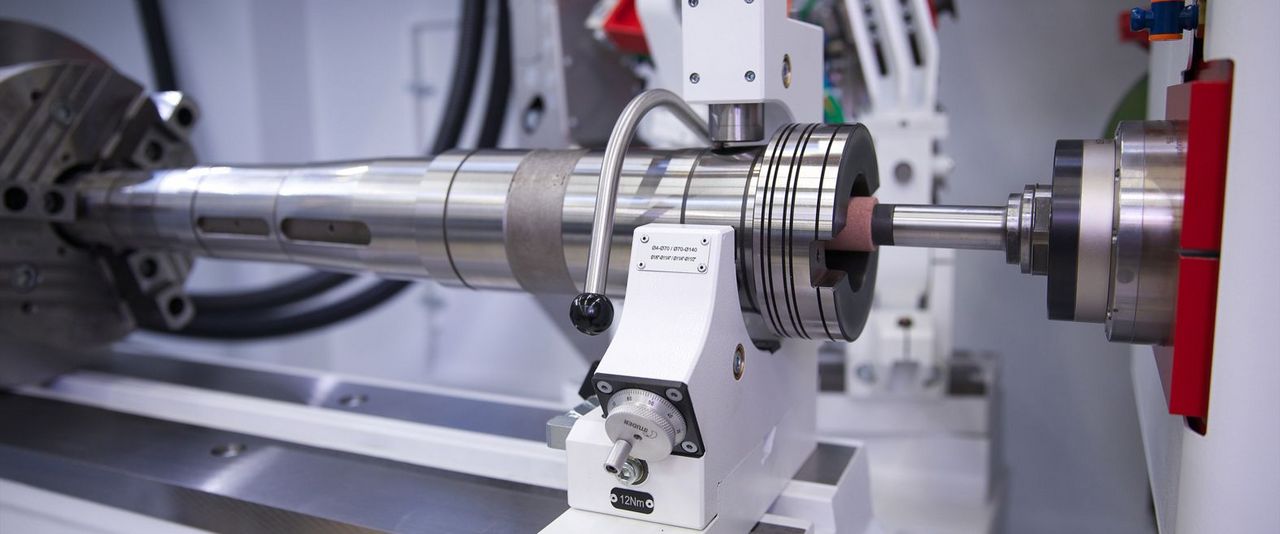
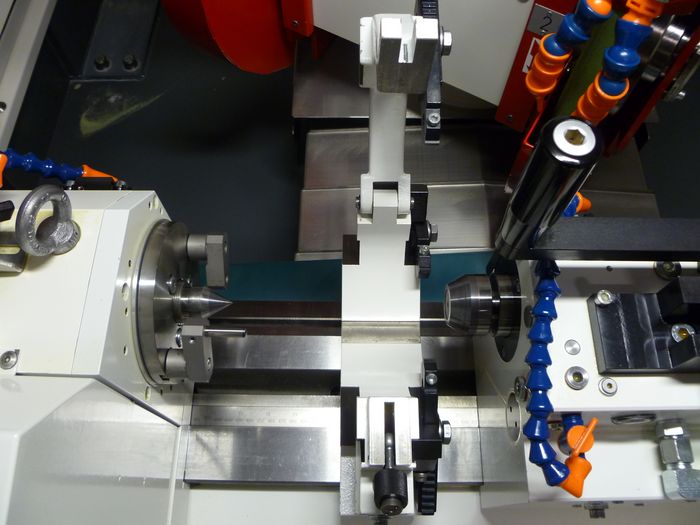
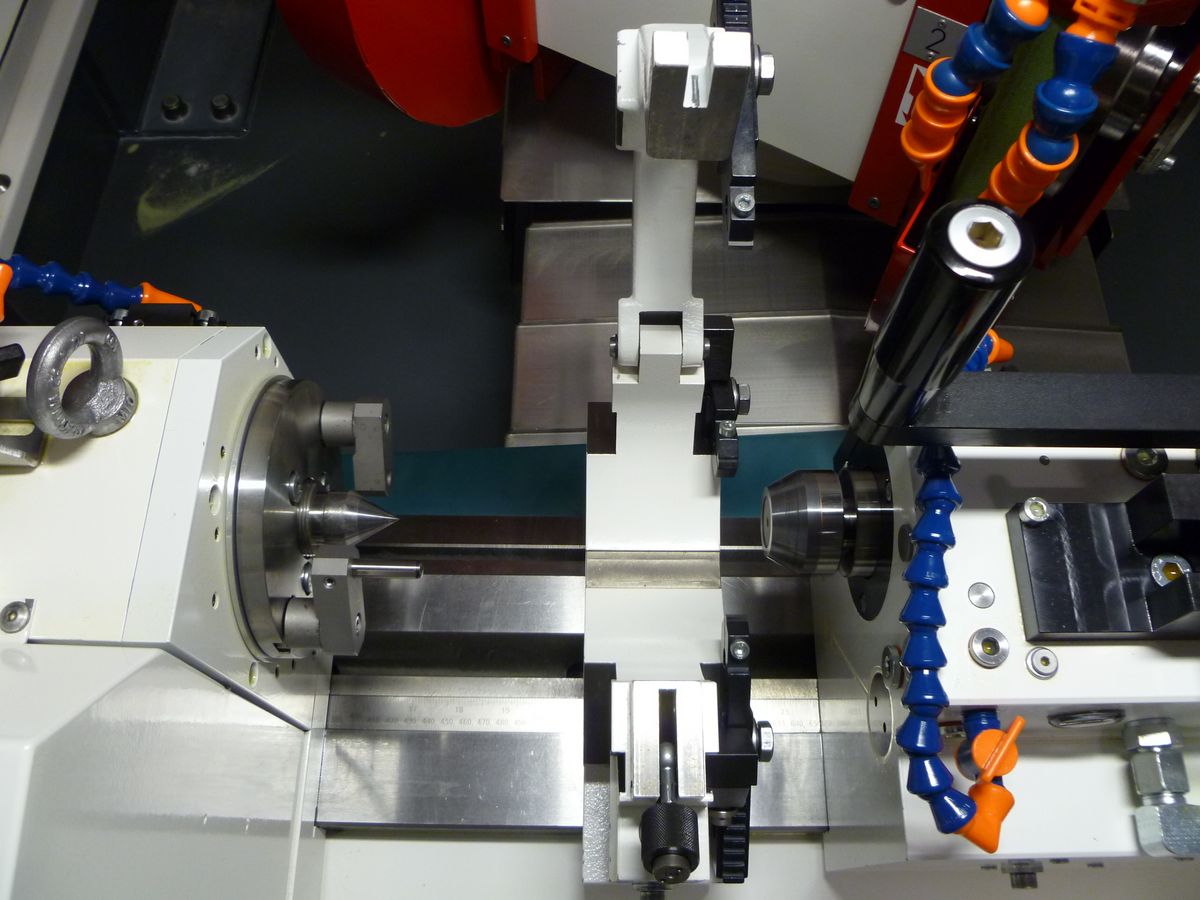
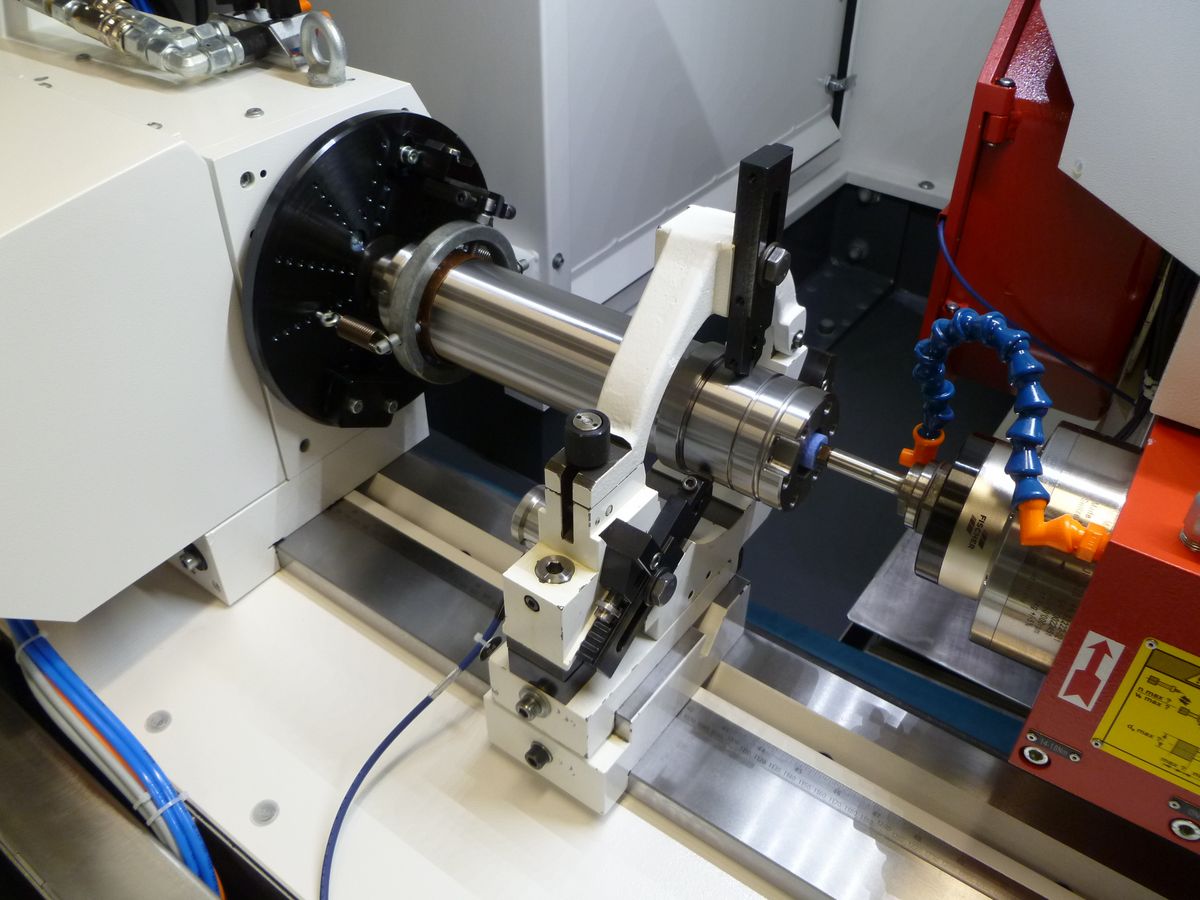
이제 그림과 같이 스트링을 양쪽 래치 헤드 태핏과 연삭 코어 사이에 교차시켜 끼우십시오. 스트링을 풀지 않고 공작물을 제거하고 나중에 다시 클램핑할 수 있도록 전체를 너무 팽팽하게 당기지 마십시오.
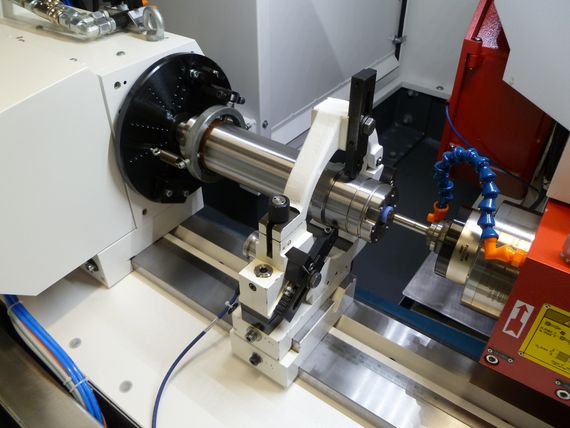
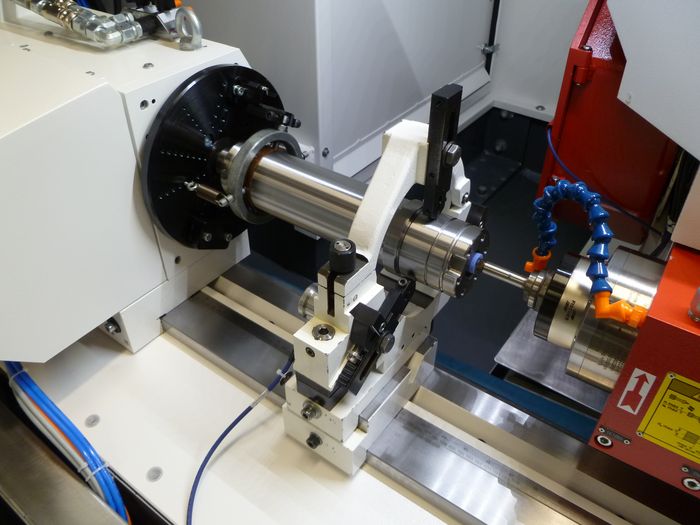
그런 다음 부품을 회전시켜 팁으로 밀어 넣습니다.
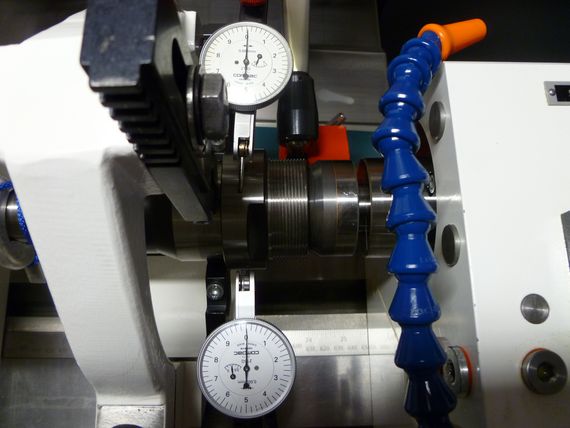
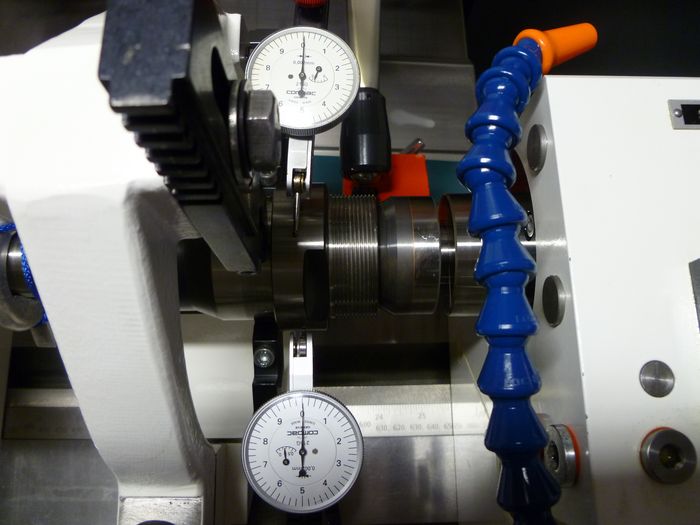
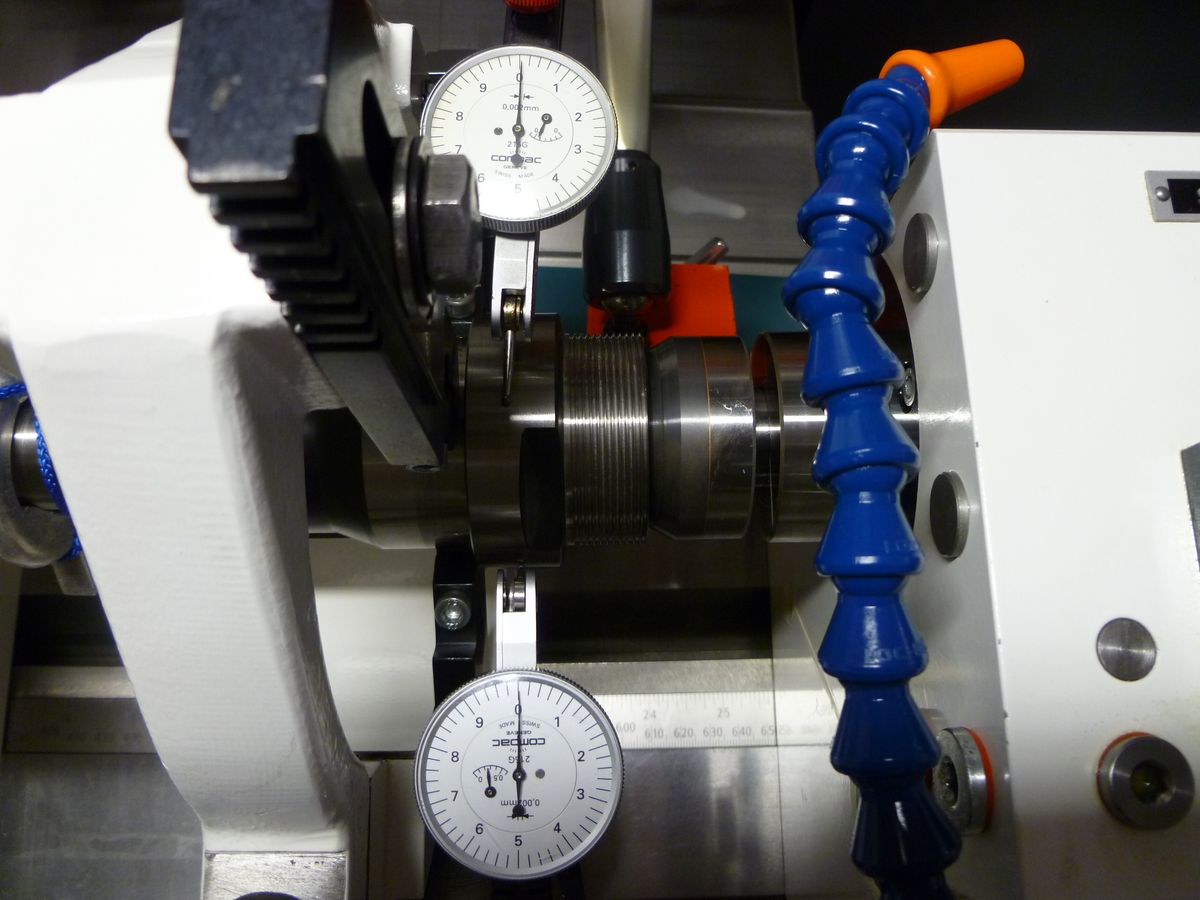
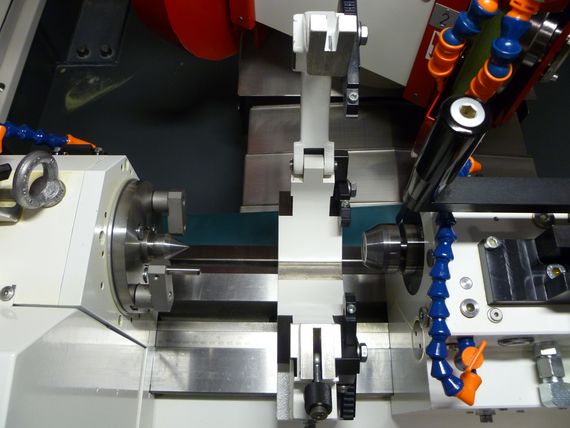
공작물이 올바르게 셋업되었는지 확인하려면 상단과 측면에 각각 하나의 다이얼 게이지를 부착해야 합니다. 이때 심압대 센터는 여전히 제자리에 있습니다.
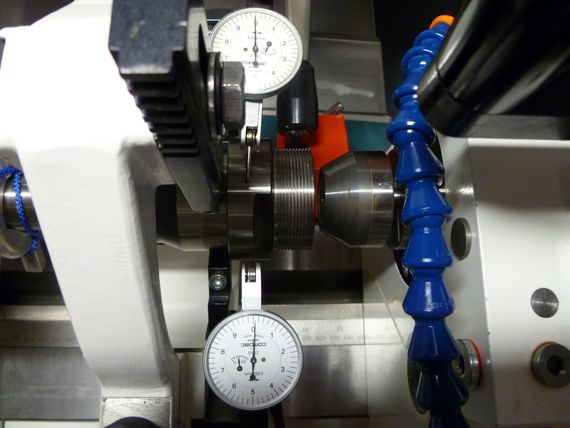
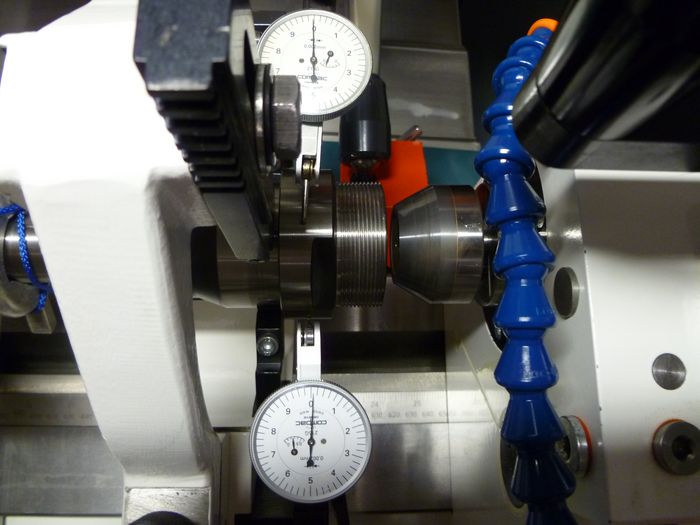
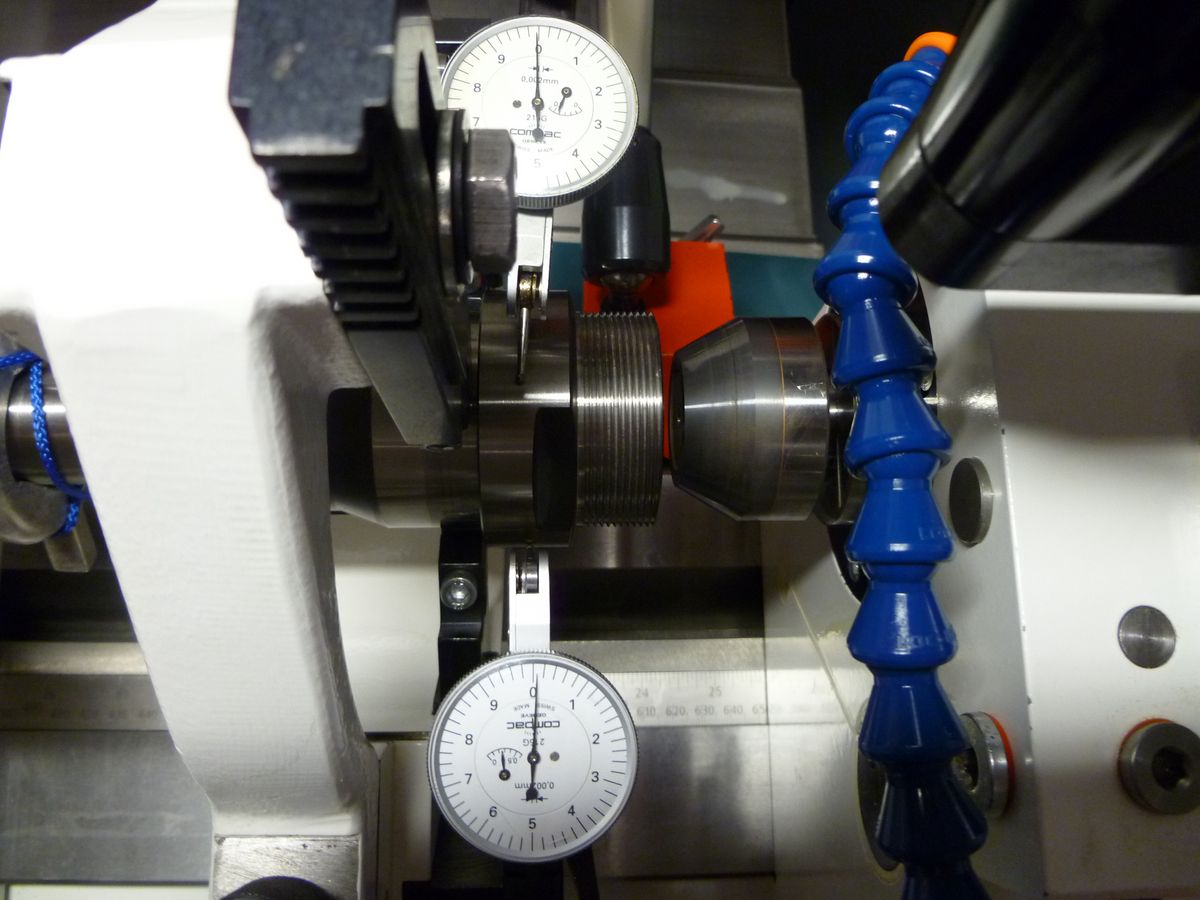
이제 심압대 센터 팁을 제거할 수 있습니다. 인디케이터의 바늘이 움직이지 않으면 방진구가 올바르게 설정되어 연삭할 준비가 된 것입니다.



이제 심압대를 제거하여 기계를 내경 연삭 작업에 사용할 수 있습니다.
비고: 가능하면 방진구 팁 부분에 냉각수가 넘치도록 하거나 최소한 점도가 낮은 오일을 뿌리십시오.
항상 작은 방진구 자국이 생깁니다. 그러나 이는 측정이 거의 불가능하며 기껏해야 보기에 좋지 않을 뿐입니다. 이 자국이 허용되지 않는 경우 방진구 부분을 미리 연삭하고 내 경 연삭을 마친 후 다시 양 센터 사이에 클램핑하여 마무리 연삭해야 합니다.
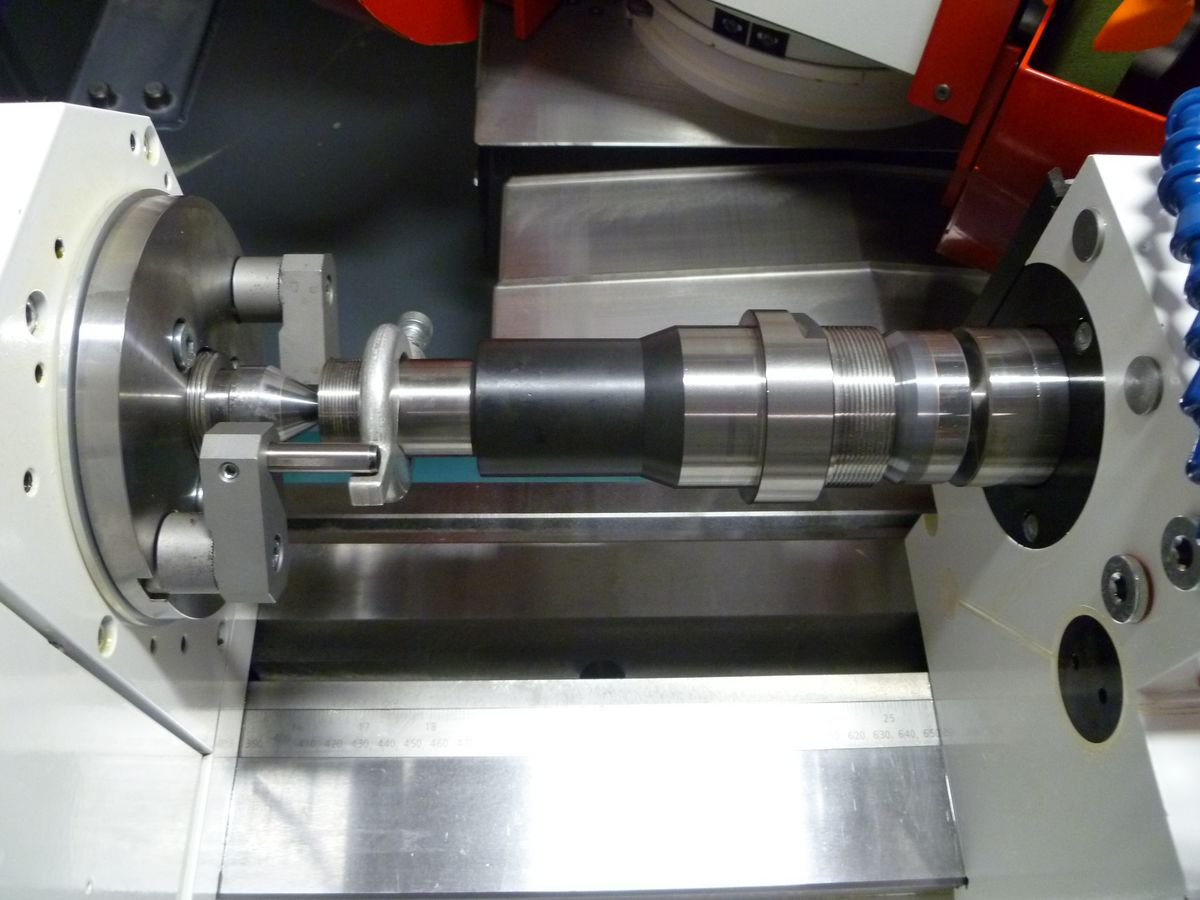
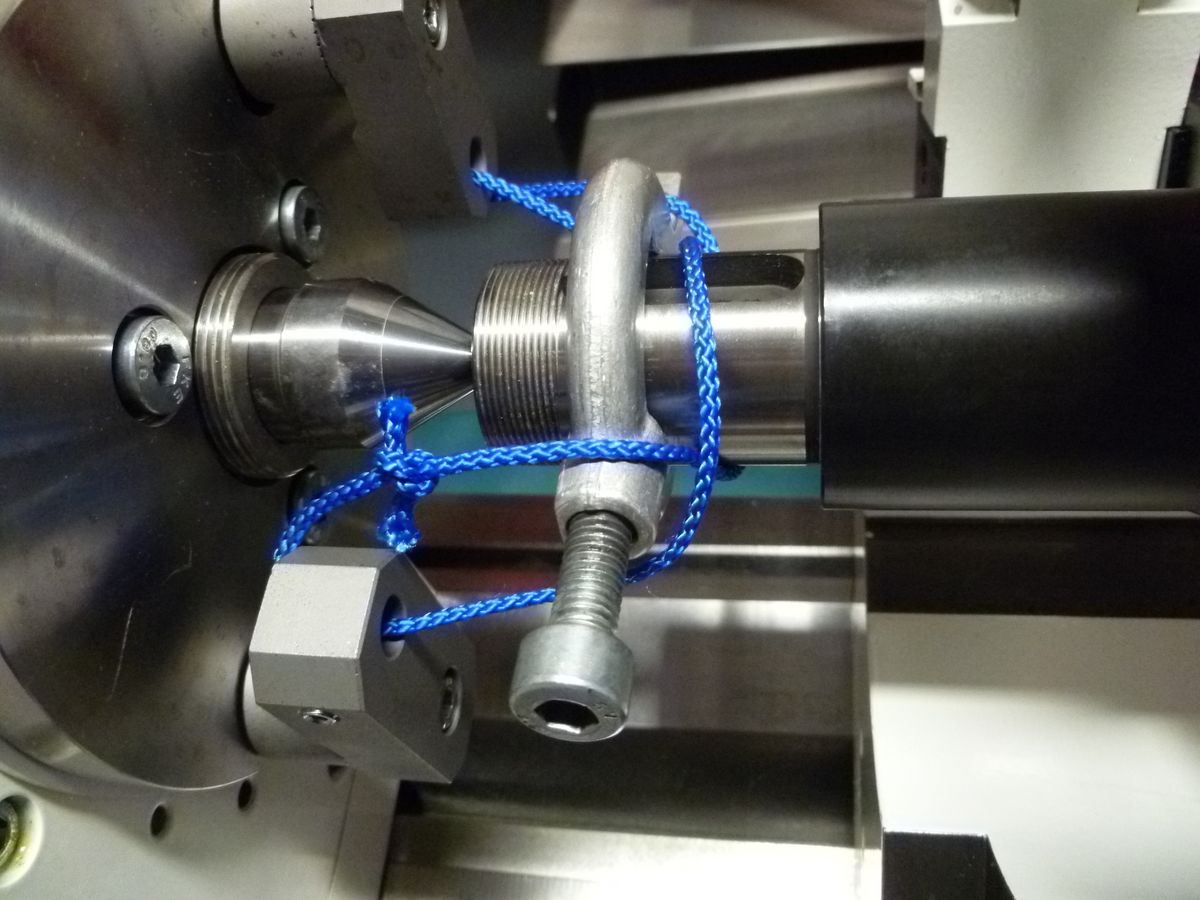
공작물 스핀들 헤드 센터의 팁을 고정할 수 없는(회전 센터) 기계의 경우 무거운 부품에서와 마찬가지로 텐션 스프링 또는 압축 스프링이 장착된 버전이 사용됩니다. 이러한 경우에는 추가 태핏이 있어야 합니다.
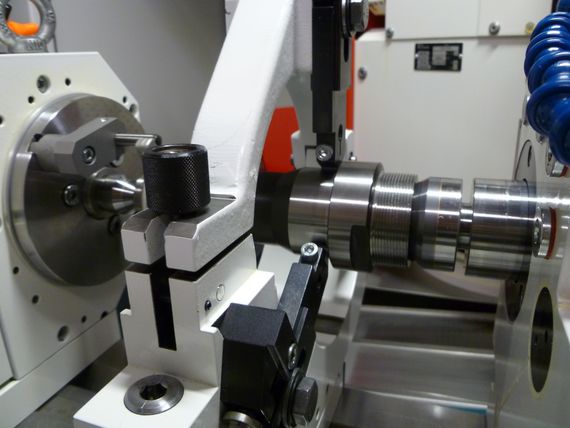
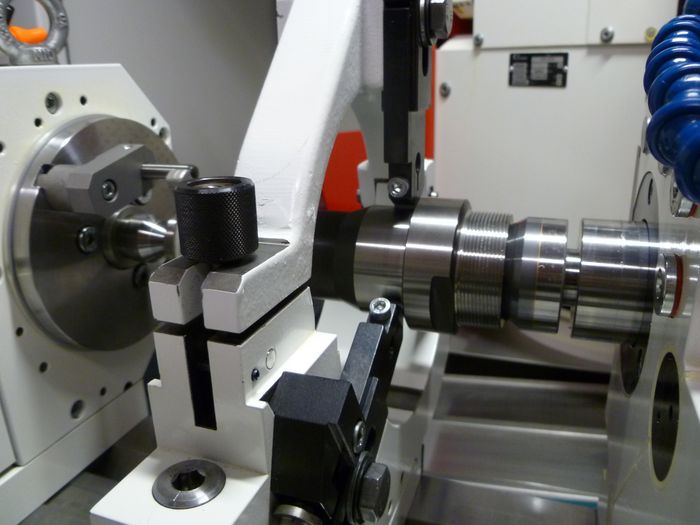
텐션 스프링 버전의 클램핑된 공작물.



압축 스프링의 경우 센터 팁 방향으로 더 큰 수축력을 가할 수 있습니다.
질문이 있으십니까?
자세한 정보가 필요하실 경우 당사로 문의하십시오. 언제든 도와드리겠습니다.