









Cambio pezzo con rilevamento programmato
Chiunque debba rettificare molti componenti diversi e quindi eseguire frequenti riattrezzaggi sa quanto sia importante
perdere meno tempo possibile. Il tastatore di posizionamento attivo di STUDER soddisfa molti compiti diversi:
- Con il nostro tastatore di posizionamento attivo possiamo eseguire molte operazioni diverse:
- Determinazione della configurazione di base e del riferimento del tastatore e della mola al centro di rotazione dell’asse B
- Cambio manuale del pezzo in modalità di configurazione
- Posizionamento longitudinale
- Posizionamento della filettatura
- Posizionamento circonferenziale
- Verifica di Ø e lunghezza
- Rilevamento automatico con misura di riferimento Z
Approfondiamo di seguito l’ultima operazione, vale a dire il rilevamento automatico di un nuovo pezzo durante la rettifica cilindrica su una macchina STUDER.
Rilevamento automatico con misura di riferimento Z
La misura di riferimento Z viene impostata una volta durante la configurazione. Viene impostato un riferimento dalla scala della tavola al tastatore. Semplificando, comunichiamo alla macchina per quale lunghezza il tastatore deve ruotare per cercare il pezzo da quella posizione. Una volta impostato questo riferimento, il nuovo valore di lunghezza e la posizione del Ø del nuovo pezzo possono essere definiti successivamente nel programma. Il tastatore si sposta così nella posizione corretta e cerca il punto zero del nuovo pezzo senza dovere effettuare una nuova misurazione in modalità di configurazione. La condizione è che la macchina sia dotata dell’opzione Quick-Set.
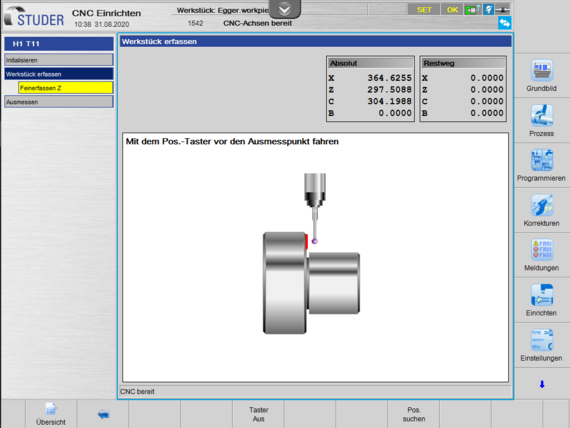
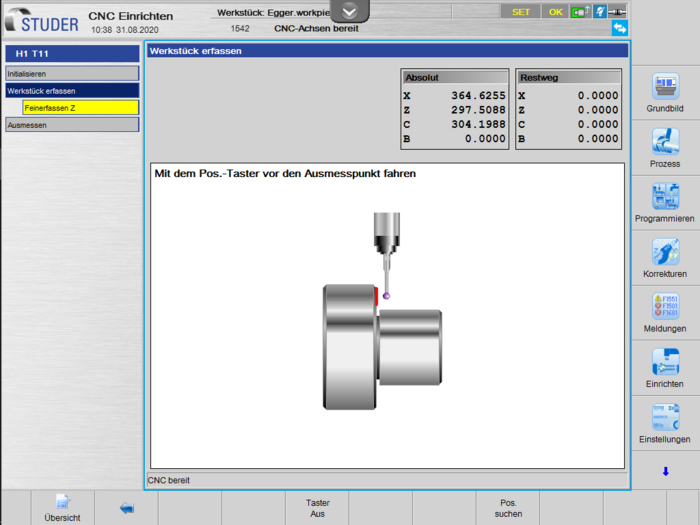
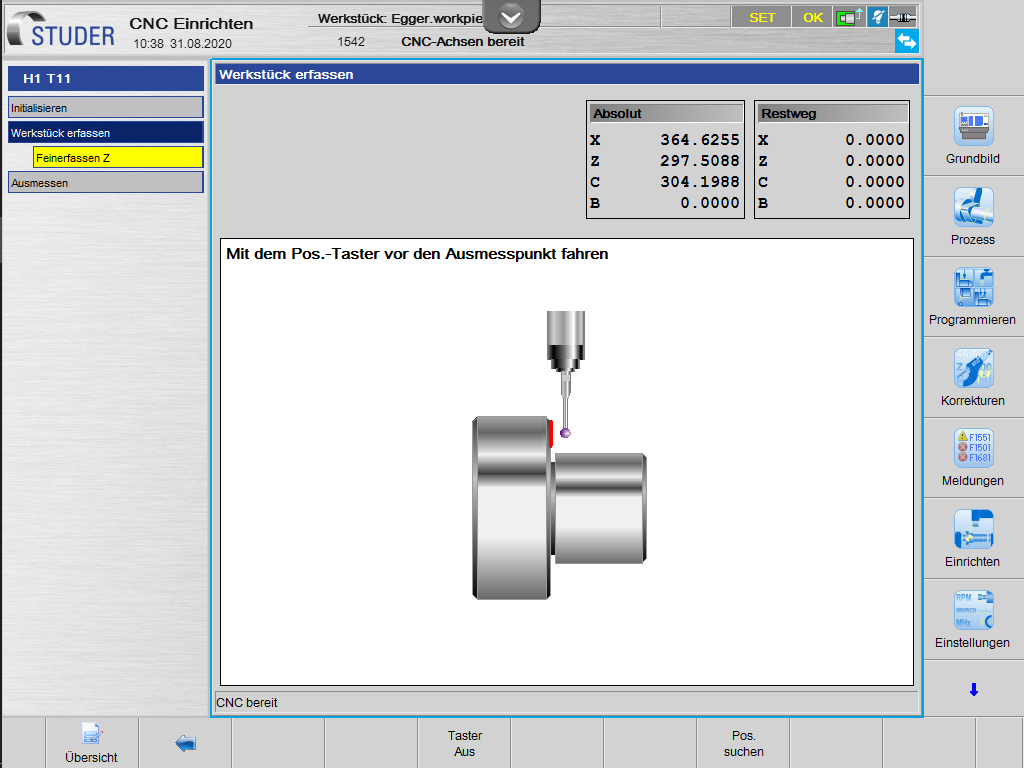
La procedura di allestimento si svolge normalmente.
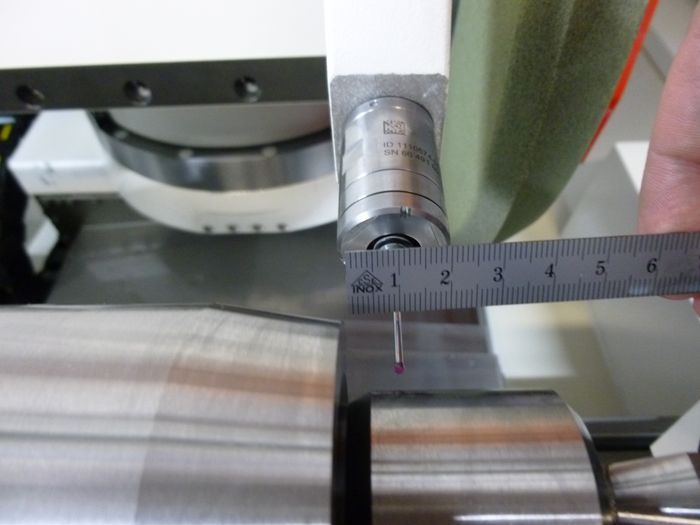
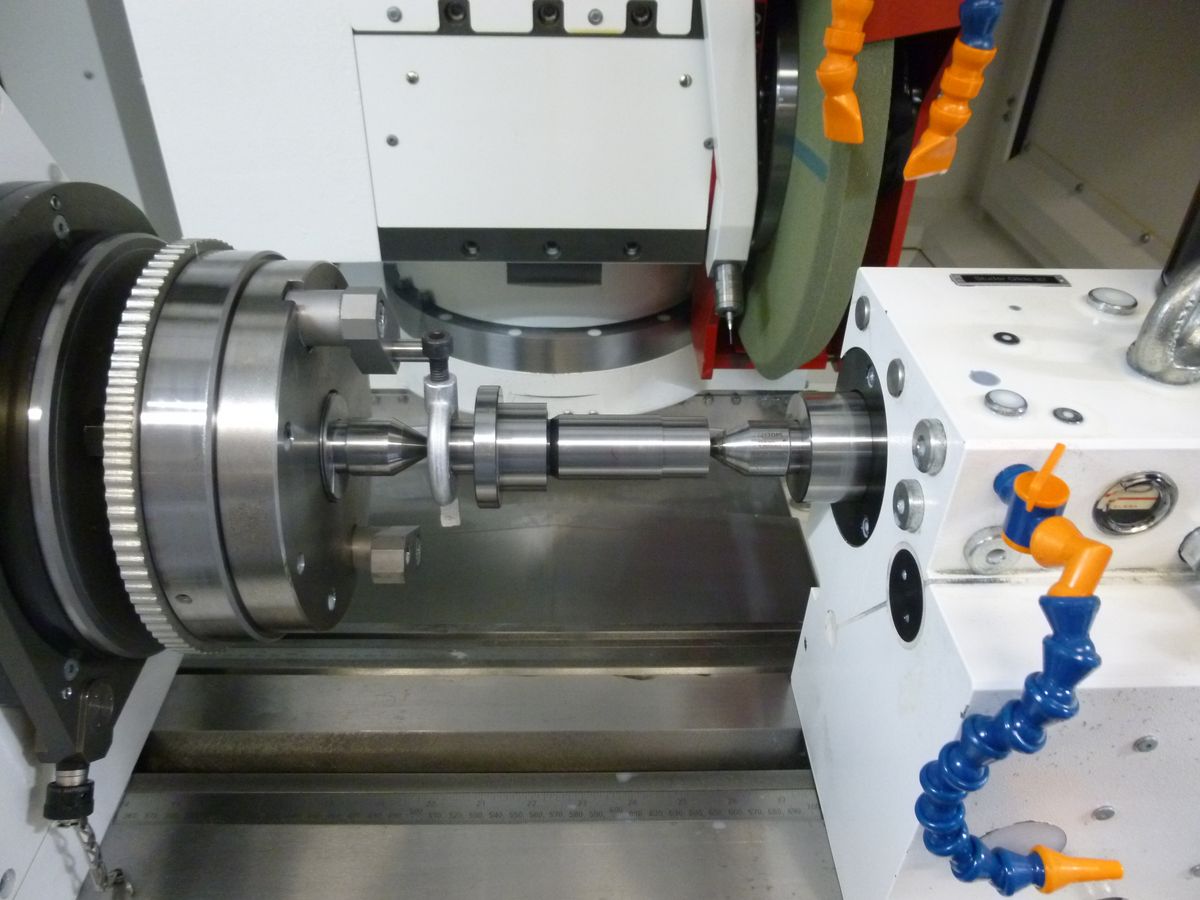
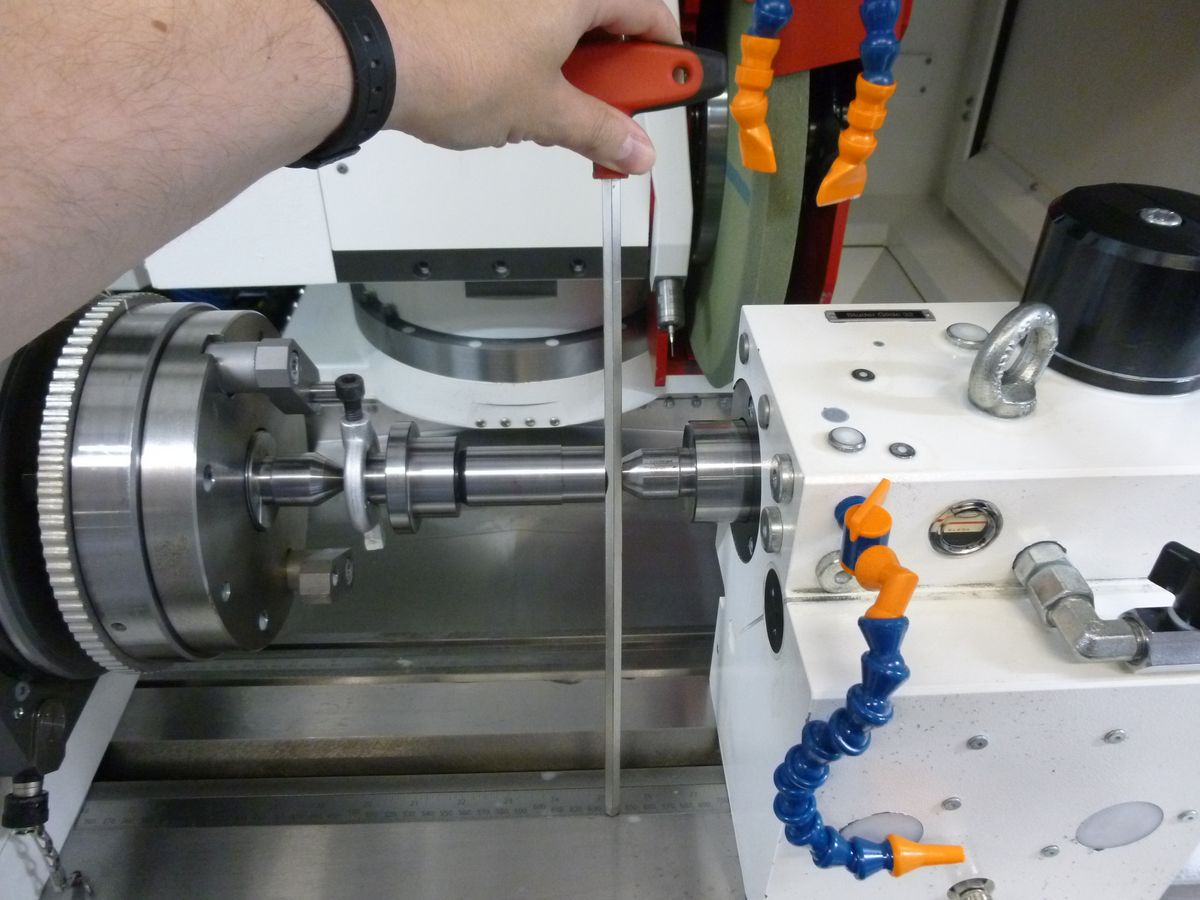
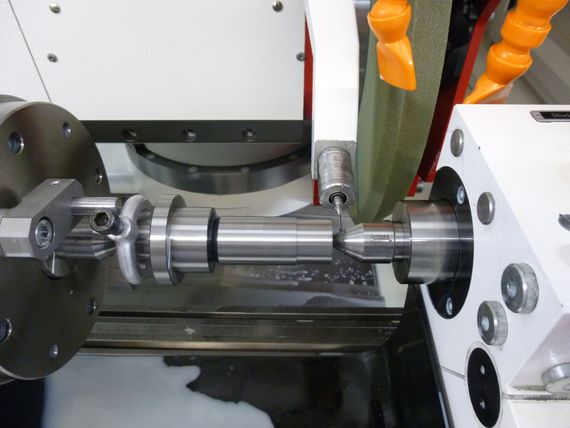
Spostare manualmente il tastatore di circa 10 mm davanti allo spallamento da rilevare. Assicurarsi che la sfera tocchi lo spallamento e non il codolo del tastatore (sottosquadri, altezza dello spallamento).

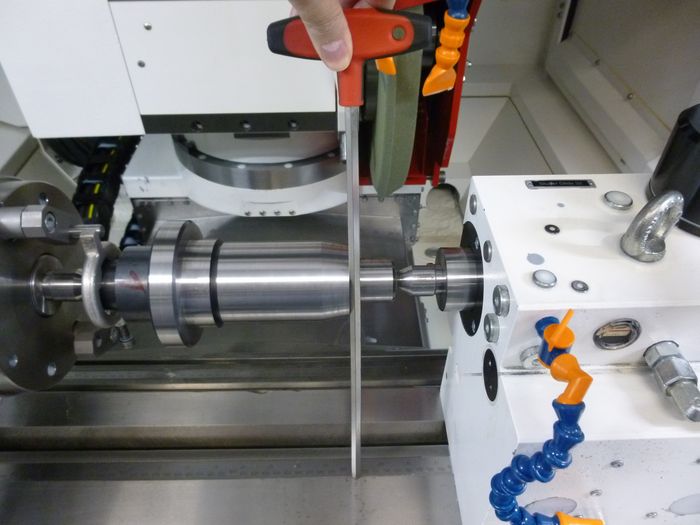
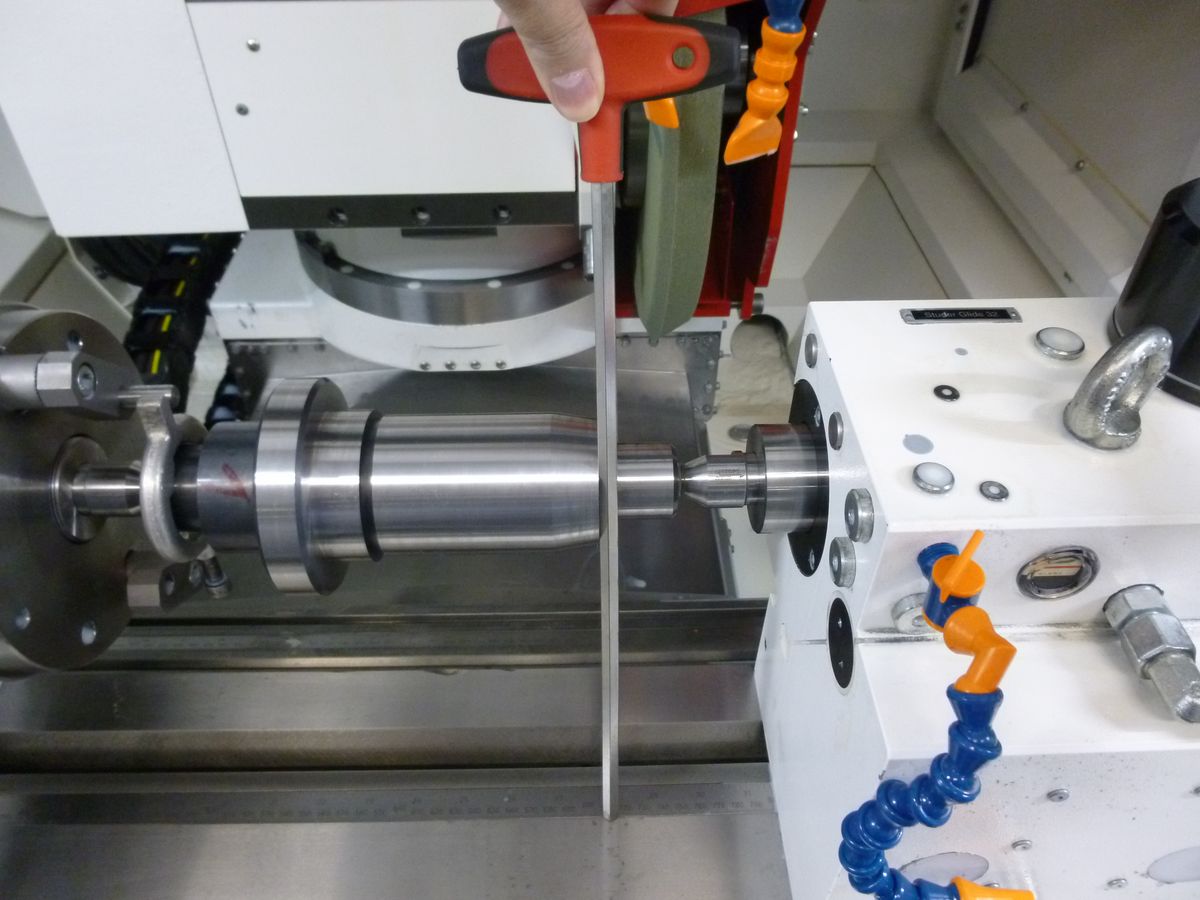
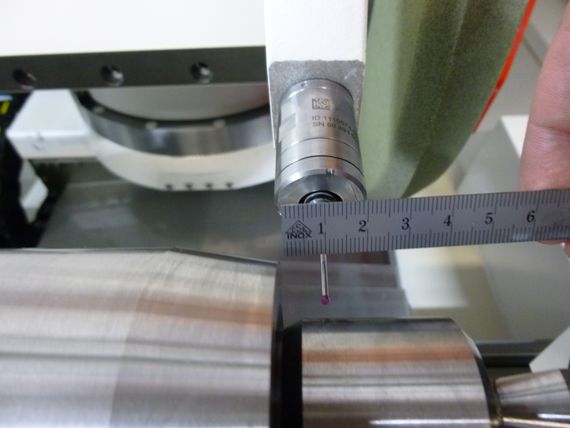
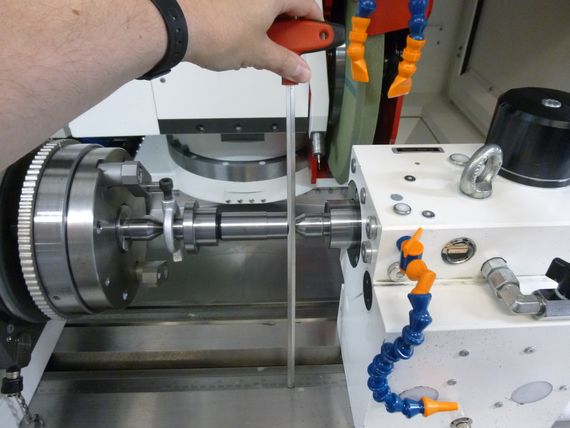
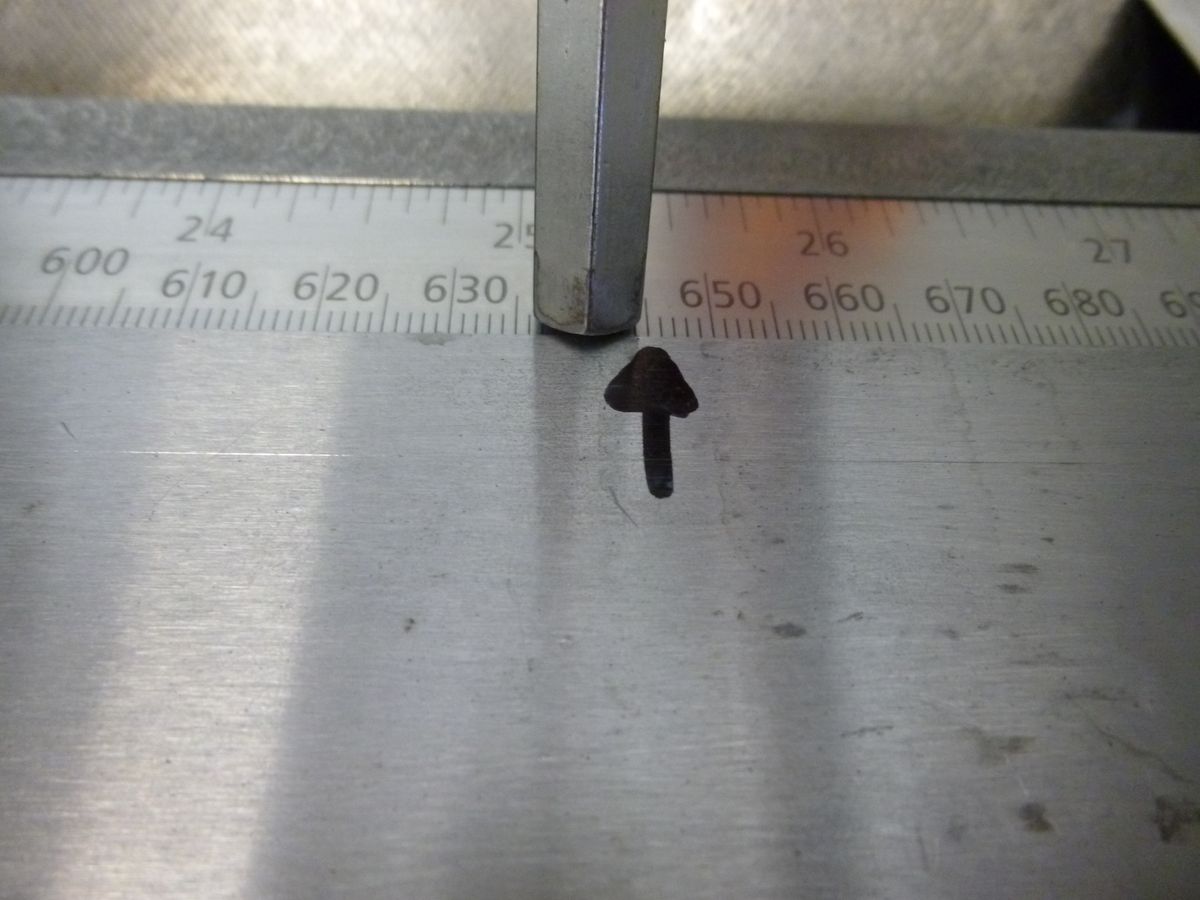
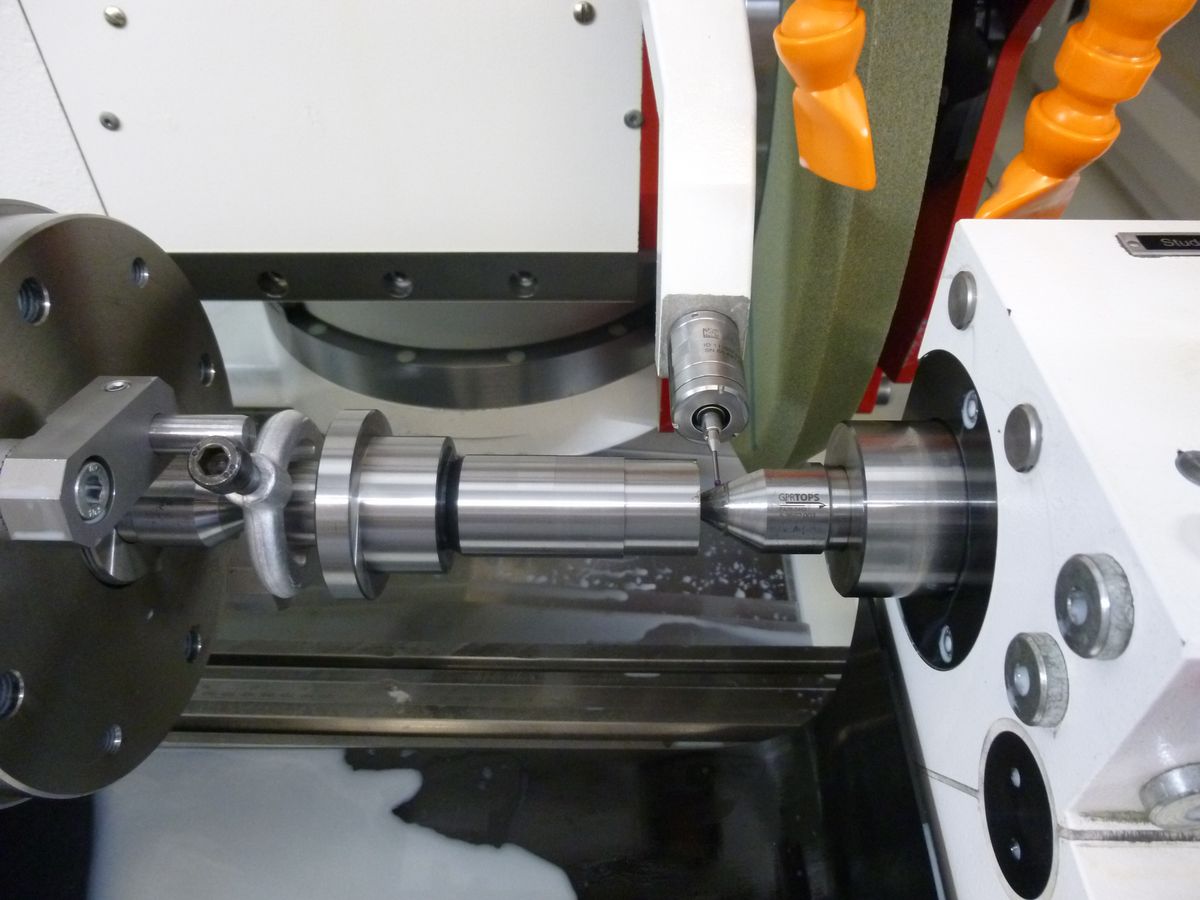
Cerchiamo ora la verticale dalla posizione del tastatore alla scala della tavola. Nel nostro esempio, utilizziamo a questo scopo un utensile lungo. È possibile utilizzare anche una squadra grande o un filo a piombo.
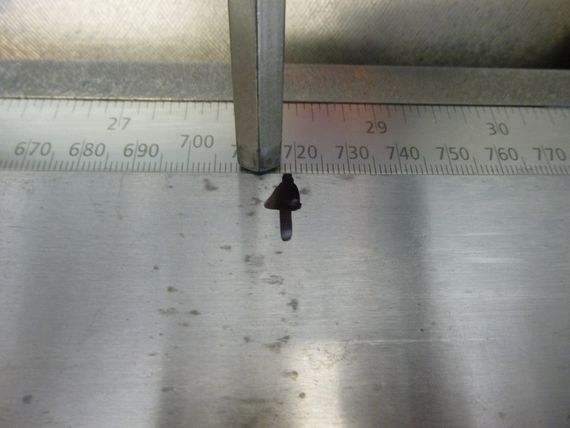
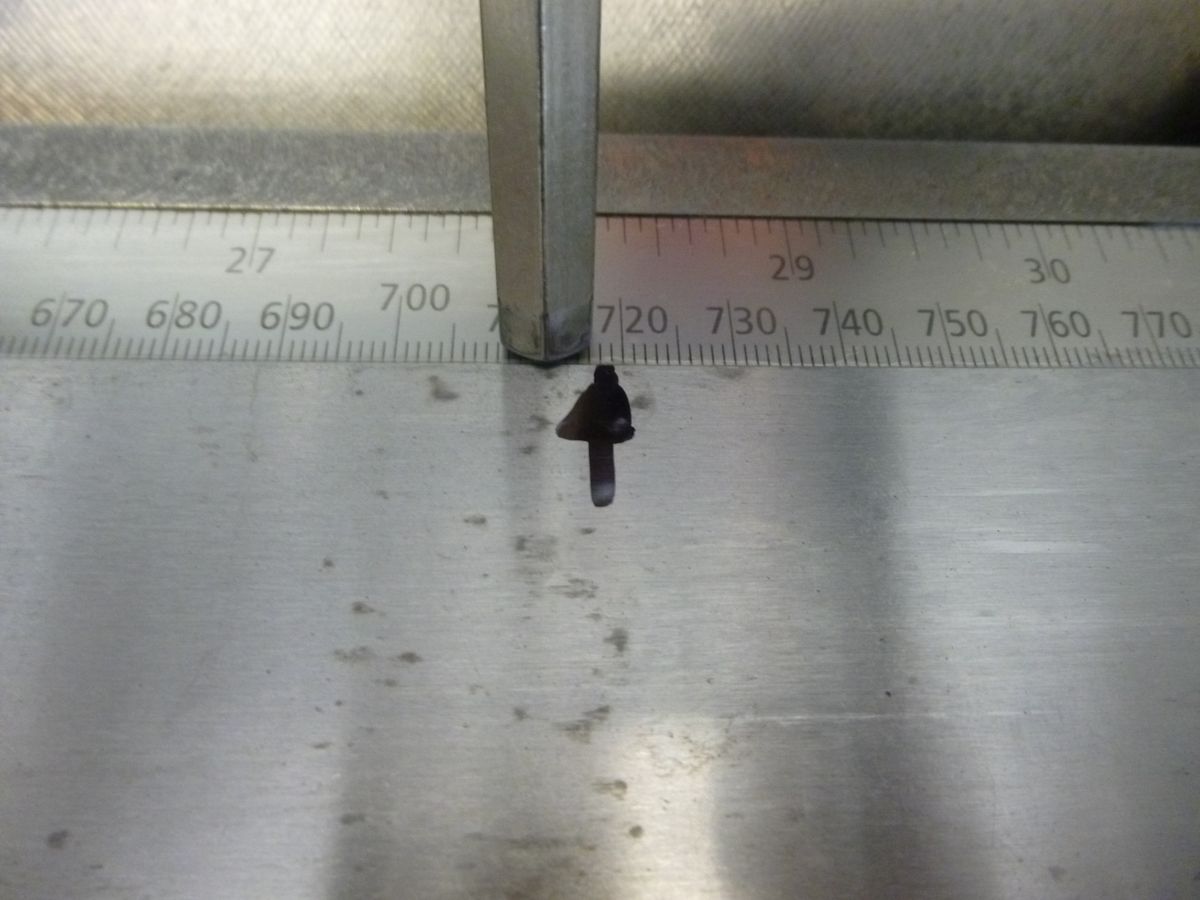
Nel nostro esempio leggiamo 718 mm.
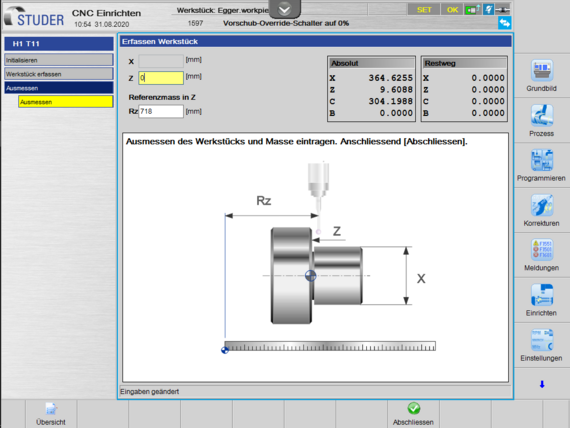
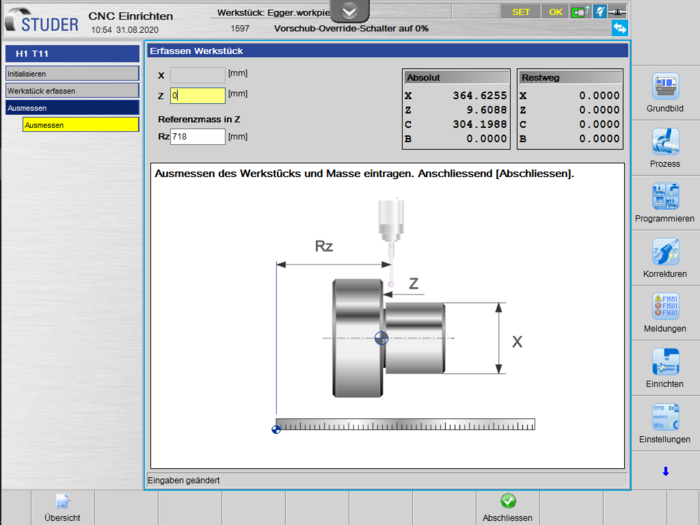
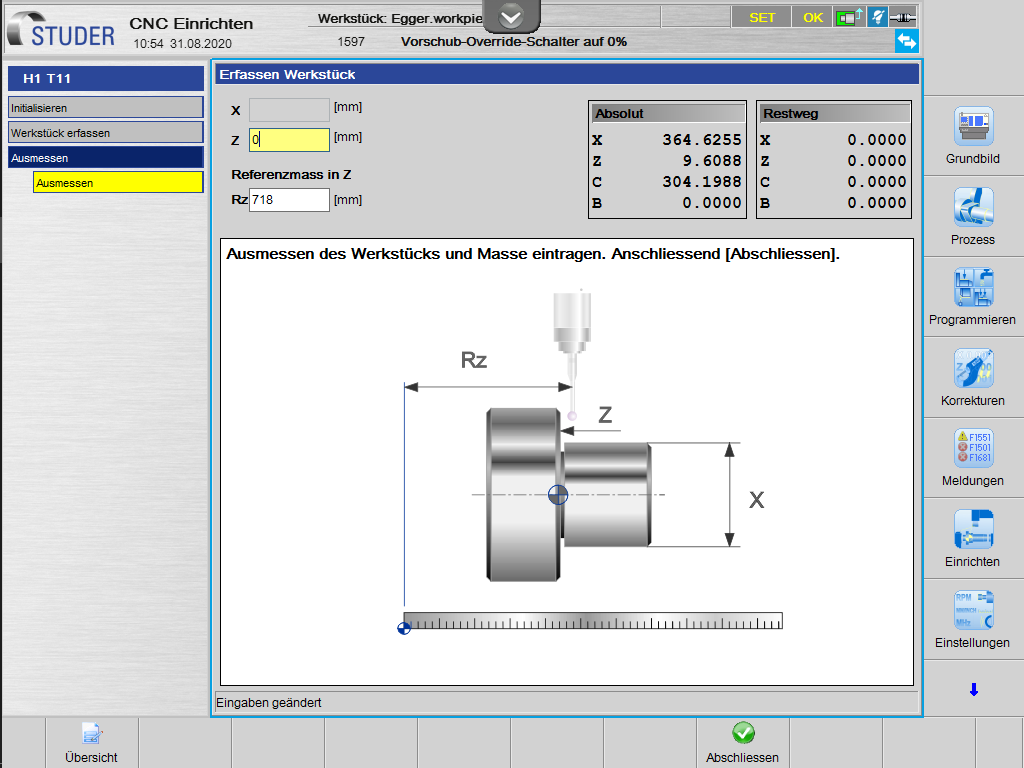
Il valore 718 mm viene ora inserito nel campo Rz. Inoltre nel campo Z deve essere inserito 0 (zero). Il rilevamento iniziale deve quindi essere effettuato esattamente al punto zero del pezzo.
Il punto zero del pezzo e la misura di riferimento Z sono ora impostati.
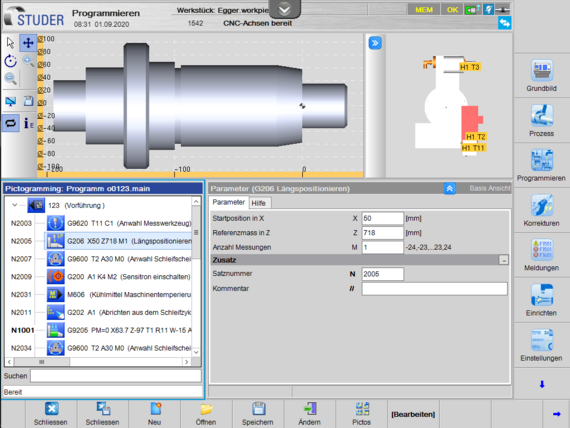
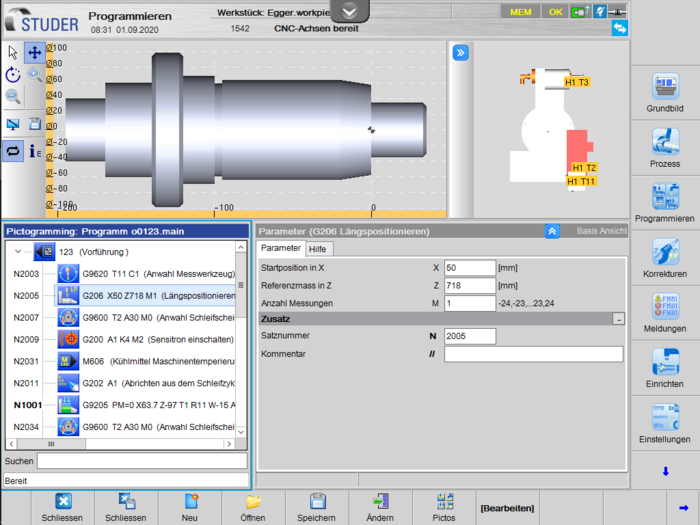
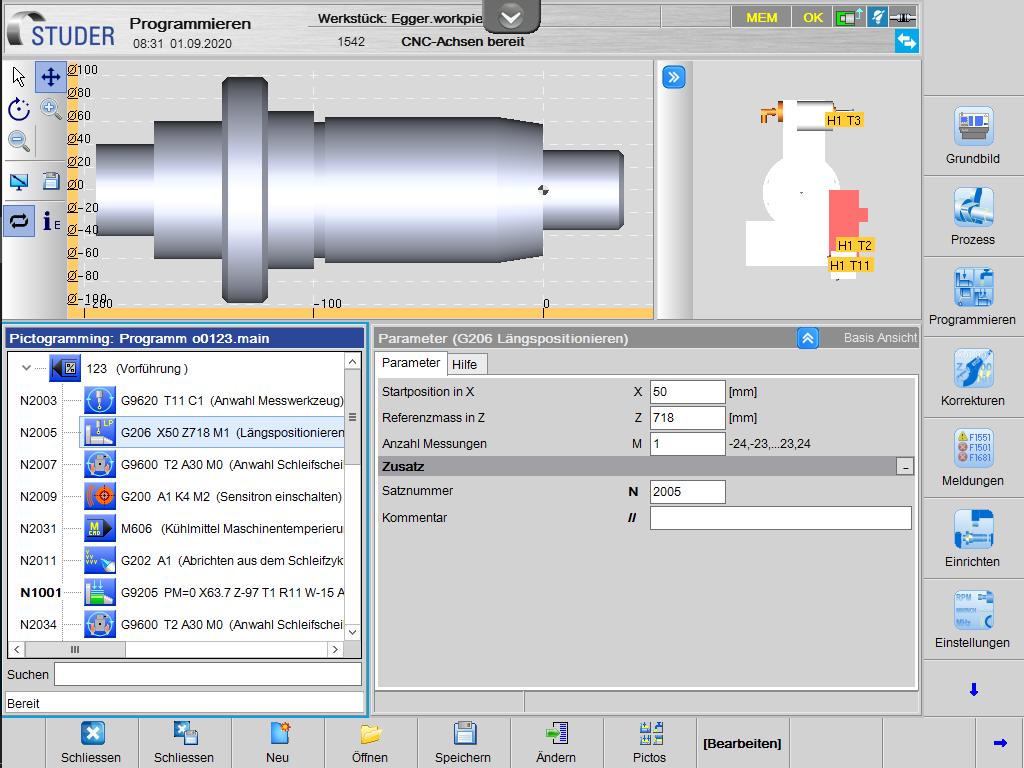
Nel programma del pezzo, vengono ora programmati di conseguenza i valori X e Z nel ciclo di posizionamento longitudinale. Nel nostro caso, la posizione di partenza del tastatore in X 50 e in Z corrisponde ai 718 mm misurati.


Successivamente è possibile passare a qualsiasi altro pezzo. Noterete che è molto semplice ristabilire il nuovo punto zero del pezzo. Se per la rettifica di questo pezzo fossero necessari altri utensili, anche questi dovrebbero naturalmente essere rilevati in seguito.

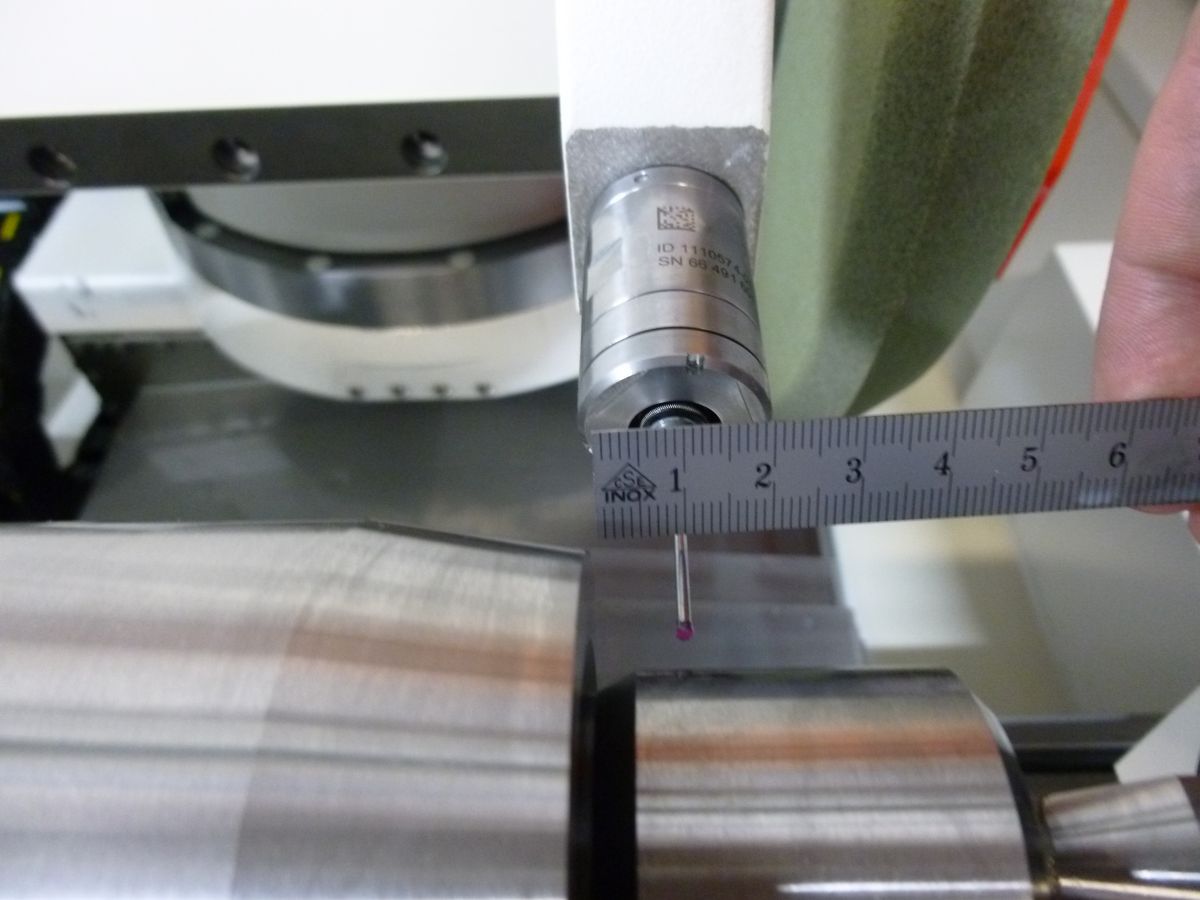
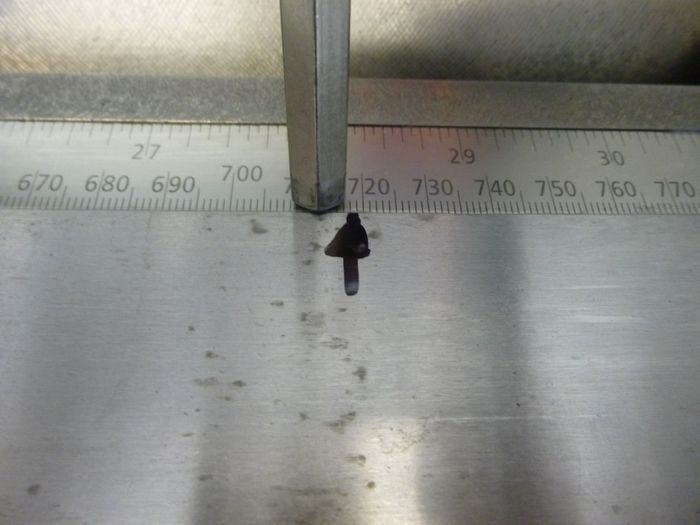
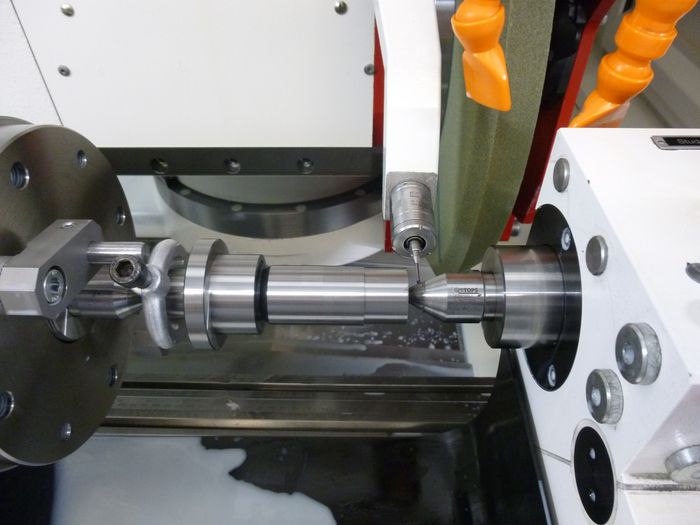
Misurare nuovamente la posizione per la rotazione del tastatore.
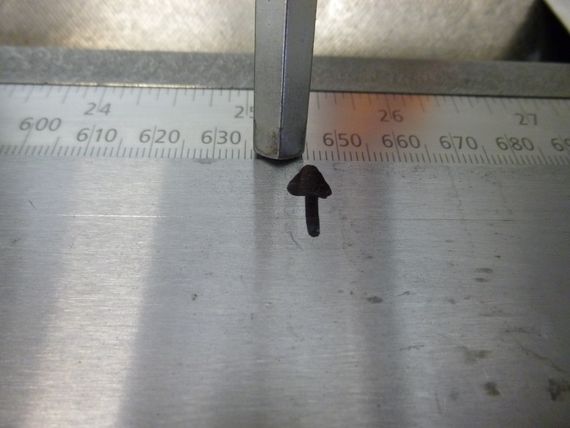
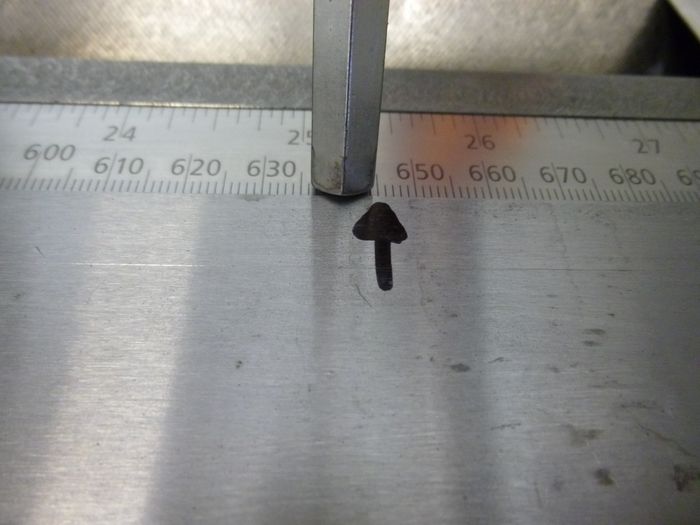
In questo caso la scala della tavola indica 645 mm.
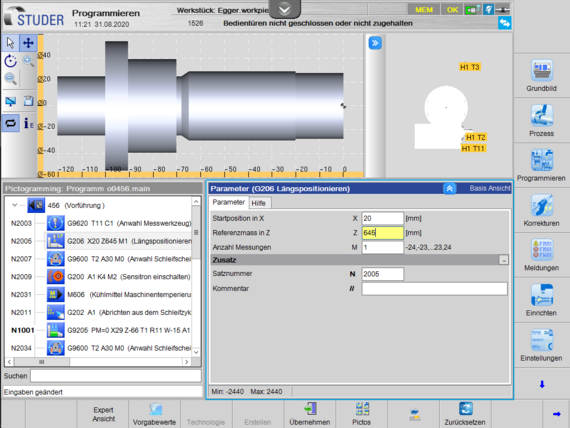
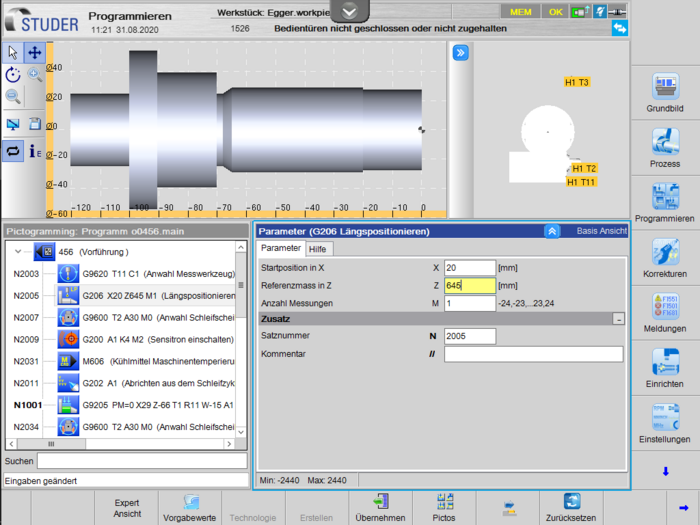
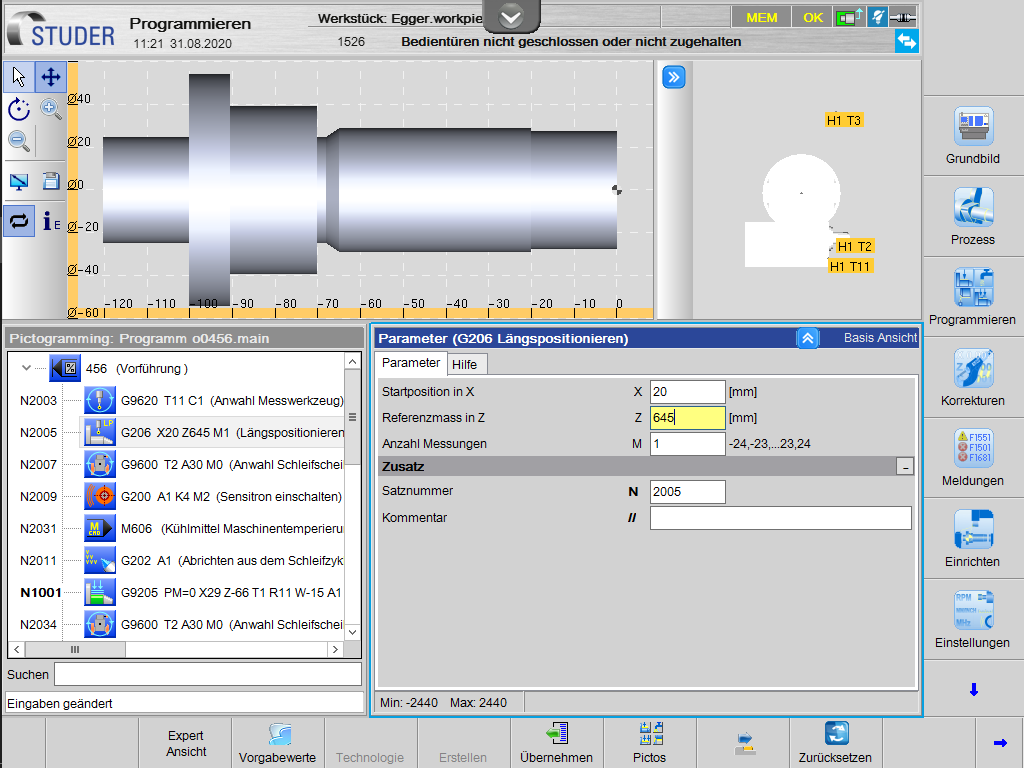
Questo valore viene inserito nel ciclo di posizionamento longitudinale del nuovo programma del pezzo. X 20 e Z 645 mm.
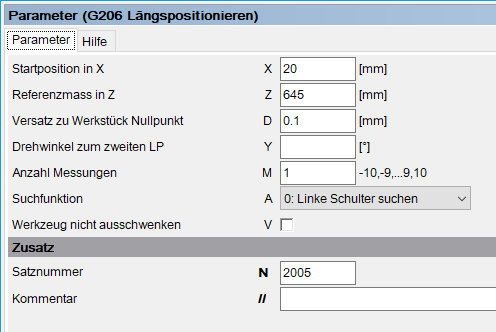
Se, a causa del sovrametallo di rettifica o per altre ragioni, il pezzo non viene rilevato precisamente su Z 0, è possibile programmare un corrispondente offset nel parametro D, sezione «Expertansicht».
Avviando il nuovo programma, la macchina si sposta con il tastatore nella posizione corrispondente e imposta il nuovo punto zero.