









Tipici errori di rettifica – e come possono essere corretti.
A volte succede perfino all’utente esperto: la superficie dei pezzi prodotti sulla rettificatrice cilindrica non è uniforme e non è perfettamente lucida. Illustriamo gli errori tipici che possono presentarsi nella rettificatura cilindrica esterna e spieghiamo come poterli correggere.
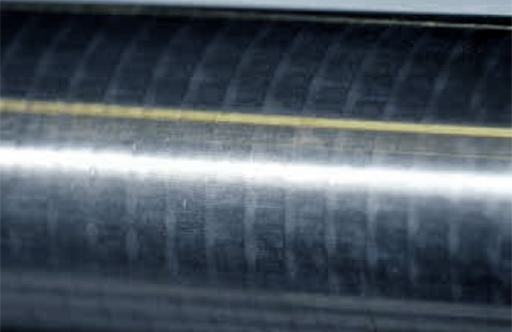
Filettatura sulla superficie del pezzo, il passo corrisponde all’avanzamento della tavola
La generatrice della mola non è parallela al movimento della slitta longitudinale. L’utensile di ravvivatura si riscalda o si usura durante la ravvivatura. Controllo dell’usura del ravvivatore e garanzia del raffreddamento del ravvivatore.

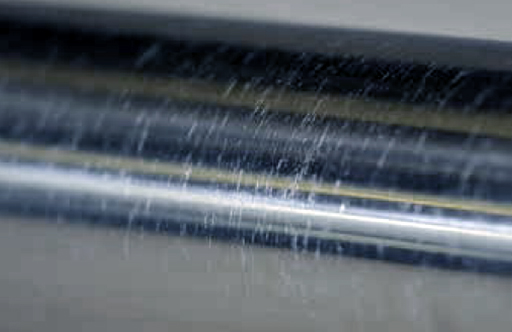
Segni obliqui, eliche o un disegno regolare sulla superficie del pezzo, spesso visibili solo con una determinata incidenza di luce.
Una mola elicoidale, non tonda, prodotta da un processo di ravvivatura difettoso, che trasmette l’errore al pezzo. Ravvivare la mola solo in una direzione, eventualmente ridurre l’avanzamento di ravvivatura.
Segni di rettifica a mezzaluna, la superficie del pezzo, di per sé pulita, presenta brevi graffi a forma di mezzaluna, distribuiti in modo irregolare.
La particelle che circolano liberamente nel lubrorefrigerante vengono compresse dalla zona di contatto e graffiano la superficie. Controllare il filtraggio del refrigerante e garantire la regolare pulizia della cuffia di protezione della mola.
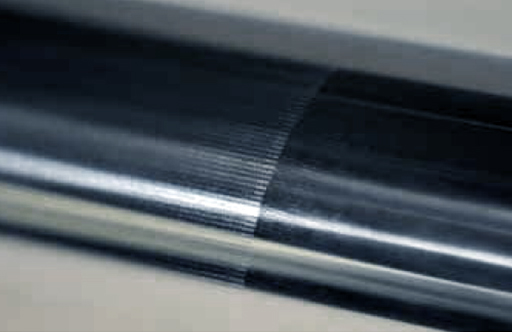
Segni di vibrazione, segni distribuiti in tutto o in parti del perimetro, parallelamente all’asse del pezzo.
Controllare e correggere lo squilibrio della mola, dopo il tempo di sosta espellere la mola. In caso di pezzi non rigidi utilizzare una lunetta come appoggio. Controllare il rapporto delle velocità qs che non dovrebbe essere < 60.

Sfaccettature, segni distribuiti in tutto o in parti del perimetro, parallelamente all’asse del pezzo.
Oscillazioni internamente o esternamente alla macchina, causate da una fonte di disturbo (pompe di lubrorefrigerante, ventilatori, macchine di taglio a stampo, carrelli elevatori). Accertare ed eliminare la fonte di disturbo o isolarla in termini di vibrazione (ad es. equilibratura di una pompa o di un ventilatore).
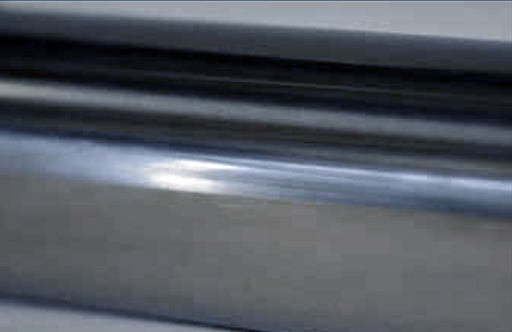
Mola non affilata, lucentezza speculare e/o irregolarità restanti dalla lavorazione preliminare.
La mola è stata ravvivata troppo finemente, si è ostruita o ha una grana troppo fine. Ravvivare la mola con un avanzamento aumentato. Ravvivare più volte per eliminare i pori sporchi della mola. Controllare l’utensile di ravvivatura e, se necessario, sostituirlo, utilizzare una mola a grana più grossa.

Macchie di bruciatura, distinguibili per un’alterazione del colore della superficie, a forma di spirale o localmente gialla o marrone.
Surriscaldamento della superficie durante il processo di rettifica, successivamente è possibile la formazione di screpolature in presenza di sollecitazione dinamica. Controllare e correggere l'avanzamento di ravvivatura e il rapporto della velocità qs . Controllare l’alimentazione del lubrorefrigerante, eventualmente utilizzare un filtro del lubrorefrigerante con un alto contenuto di olio minerale. Utilizzare una mola più morbida o più porosa.
Volete di più?
Questi pochi esempi mostrano come nella maggior parte dei casi, con un’analisi visiva della superficie rettificata del pezzo, sia possibile eliminare in breve tempo un risultato di rettifica difettoso.
Volete saperne di più? Gli esperti di UNITED GRINDING sono lieti di esservi di supporto!