






Rettifica su pattini – Precisione per pezzi con pareti sottili
Cosa fare quando le esigenze di circolarità degli anelli e delle bussole a pareti sottili sono elevate? Ad esempio quando una pista di rotolamento degli elementi volventi deve essere estremamente precisa, affinché il cuscinetto volvente possa garantire una maggiore durata? Come si può realizzare in modo efficiente la lavorazione esterna e interna in un unico serraggio, in modo che gli anelli possano essere prodotti anche a costi contenuti? STUDER ha la risposta e conosce il processo produttivo necessario: la rettifica cilindrica con un dispositivo di rettifica su pattini, in poche parole: rettifica su pattini!
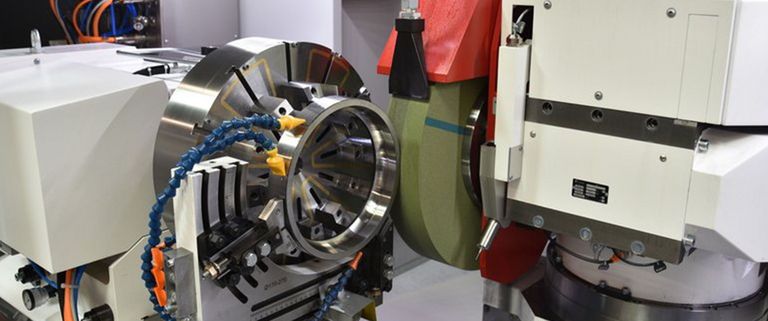
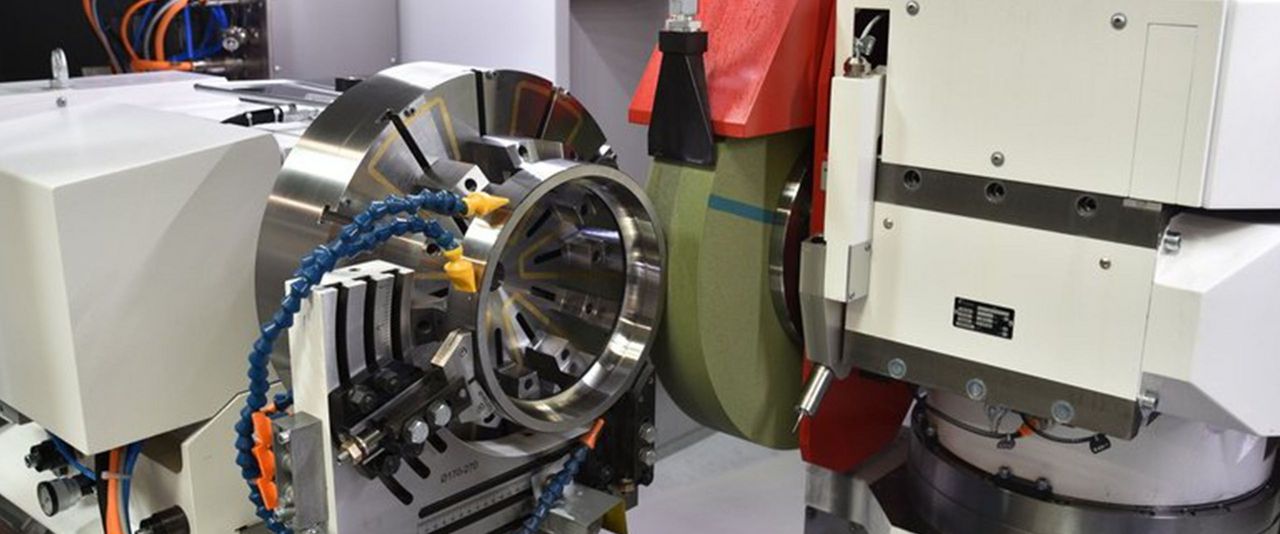
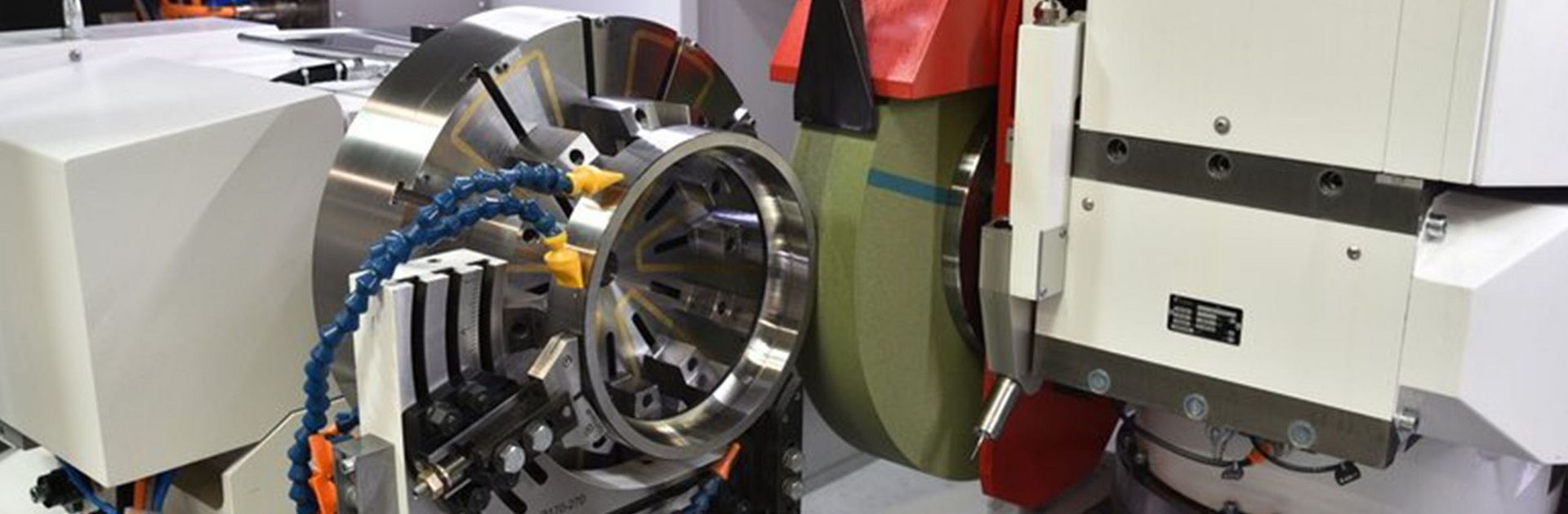
Il principio della rettifica su pattini
Il pezzo anulare a parete sottile, l'anello del cuscinetto volvente, deve essere serrato in modo tale da non poter essere deformato e da consentire la concentricità assoluta dal diametro esterno a quello interno del sistema di serraggio.
Nessuna di queste due esigenze è soddisfatta da un mandrino a griffe (mandrino a 3, 6 griffe). Inoltre, se possibile, l'intero contorno esterno e quello interno devono essere lavorati in un unico serraggio. Un serraggio con mandrino magnetico comporta per lo più la necessità di adattare manualmente con un comparatore la rotondità di ogni singolo pezzo, il che richiede molto tempo e rende impossibile il caricamento automatico. Proprio quest'ultimo punto rappresenta un grande ostacolo nella produzione in serie necessaria nell'industria dei cuscinetti volventi.
Il migliore serraggio di un anello a pareti sottili si ottiene con un metodo che separa completamente il supporto del pezzo dal trascinamento rotatorio (azionamento del pezzo):
- Dispositivo di rettifica su pattini per il sostegno del pezzo;
- Mandrino elettromagnetico per l'introduzione della coppia, l'azionamento e il fissaggio del pezzo.



2. Pattino di supporto orizzontale
3. Pattino di supporto verticale
4. Mandrino elettromagnetico
5. Elevatore polo magnetico
Struttura dei dispositivi di rettifica su pattini
La figura in alto mostra un dispositivo universale di rettifica su pattini. Il pezzo è stato volutamente tralasciato per rendere la struttura più visibile.
I dispositivi universali di rettifica su pattini STUDER sono disponibili in diverse dimensioni progressive e coprono diametri in un intervallo compreso tra 10 e 460 mm.
Parallelamente ai dispositivi universali di rettifica su pattini qui raffigurati, sono disponibili anche versioni per la produzione in serie di famiglie di pezzi, che consentono un rapido riattrezzaggio con un nuovo pezzo mediante piastre a cambio rapido.
Legenda
1. Dispositivo di rettifica su pattini bloccato sulla tavola portapezzo, spostabile in direzione Z.
2. Pattino di supporto orizzontale in versione pattino oscillante, con inserti di scorrimento universali con regolazione di precisione.
3. Pattino di supporto verticale in versione pattino fisso, con inserti di scorrimento universali, con regolazione di precisione.
4. Mandrino elettromagnetico per l'introduzione del movimento rotatorio del pezzo e per il fissaggio del pezzo, in questo caso con passo polare radiale.
5. Elevatori polo magnetico. Vengono regolarmente arrotondati quando sono montati, in modo da garantire la planarità e la perpendicolarità della superficie magnetica di appoggio. Sono spostabili radialmente e incastrati nelle scanalature a T.
Struttura del mandrino elettromagnetico

Il mandrino elettromagnetico spinge il pezzo nel senso di rotazione, generando così il numero dei giri del pezzo. Inoltre, aderendo alla superficie piana del pezzo, il mandrino mantiene il pezzo nella sua posizione nominale. È proprio qui che ha luogo un piccolo movimento relativo tra il mandrino (elevatore polare, anello polare) e la superficie terminale del pezzo, poiché i pattini di supporto posizionano il pezzo in modo eccentrico: a seconda delle dimensioni del pezzo vengono scelti passi polari anulari o radiali; il passo polare anulare viene utilizzato soprattutto per i pezzi più piccoli (fino a circa 80 mm).
Gli elettromagneti anulari possono presentare diverse configurazioni dei fori di fissaggio adatte all'eventuale assortimento del cliente. La forza di trascinamento e di tenuta del mandrino elettromagnetico può essere programmata in molti livelli diversi. In questo modo il potere aderente può essere ridotto brevemente tramite programma CNC per operazioni particolarmente delicate, così da poter poi serrare con più forza nello stesso programma. La forza magnetica può essere programmata individualmente fino a 16 livelli sul dispositivo di azionamento magnetico. Se è necessario utilizzare più mandrini elettromagnetici diversi, il collegamento elettrico con le spine avviene direttamente dietro il mandrino.
Possibili configurazioni della testa portamola
La massima priorità è la rettifica completa, esterna e interna, degli anelli del cuscinetto volvente: concentricità perfetta all'esterno e all'interno, stessa temperatura di produzione e quindi maggiore stabilità dimensionale, riduzione della quantità di "Working Capital“, ecc. Pertanto la testa portamola deve essere dotata degli utensili di rettifica necessari per l'intero processo: mola/e per rettifica esterna, mola/e per rettifica interna, tastatore/i. Naturalmente su un asse B continuo ad alta precisione con una precisione di ripetizione dell'angolo d'orientamento di 1“ (ad es. nella S41).
Precisione ottenibile
La tabella fornisce informazioni su cosa è possibile ottenere con un dispositivo di rettifica su pattini su una rettificatrice cilindrica STUDER. Questi valori sono stati confermati in diversi progetti dei clienti e prove interne, tuttavia i pezzi grezzi lato impianto (superficie frontale sinistra) devono presentare una planarità perfetta.



Volete di più?
Volete saperne di più sul processo di rettifica su pattini? Gli esperti di UNITED GRINDING saranno lieti di consigliarvi!