



WireDress® - Quando la rettifica entra in una nuova dimensione
Alfred Mair, Direttore Tecnologie di rettifica della FISCHER di Herzogenbuchsee, si trovava di fronte a una sfida. L’obiettivo di FISCHER AG era non solo aumentare la produttività, ma anche riuscire a rettificare materiali particolari, come il titanio e materiali duri e difficilmente truciolabili. Vi erano inoltre requisiti di qualità sempre maggiori da parte dei clienti. Con una rettificatrice tradizionale non era possibile risolvere il problema. Come procedere? La soluzione era più vicina di quanto si pensasse: a soli 60 km, presso la STUDER di Steffisburg. Qui si produce la rettificatrice cilindrica universale CNC S41. Sovradimensionata per pezzi di grandi dimensioni, dispone di una distanza tra le punte di 1000/1600 mm e di altezze delle punte di 225/275 mm. Con azionamenti lineari diretti, è in grado di lavorare con estrema precisione pezzi fino a un peso massimo di 250 kg. Naturalmente, la S41 lavora con altrettanta efficienza pezzi di piccole emedie dimensioni. Ma per FISCHER il cuore della produzione è il sistema di ravvivatura WireDress® completamente integrato. “Ci ripromettevamo così di utilizzare mole con agglomerante metallico per ottenere una qualità eccellente, misurabile e riproducibile, aumentare la produttività, offrire possibilità d’impiego universale, garantire un’alta sicurezza dei processi e ridurre i costi degli utensili”, spiega Mair descrivendo le sue aspettative.
Oltre le aspettative
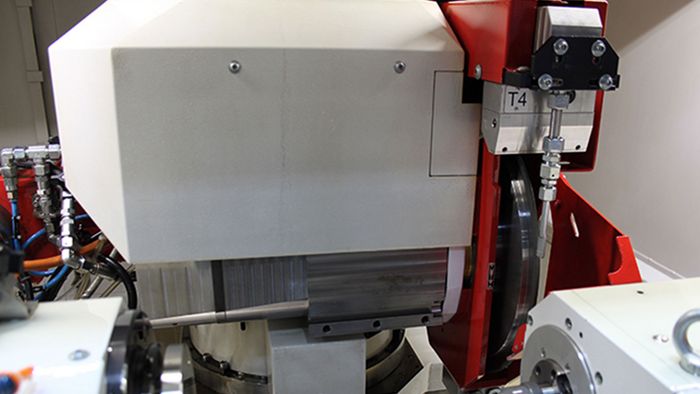
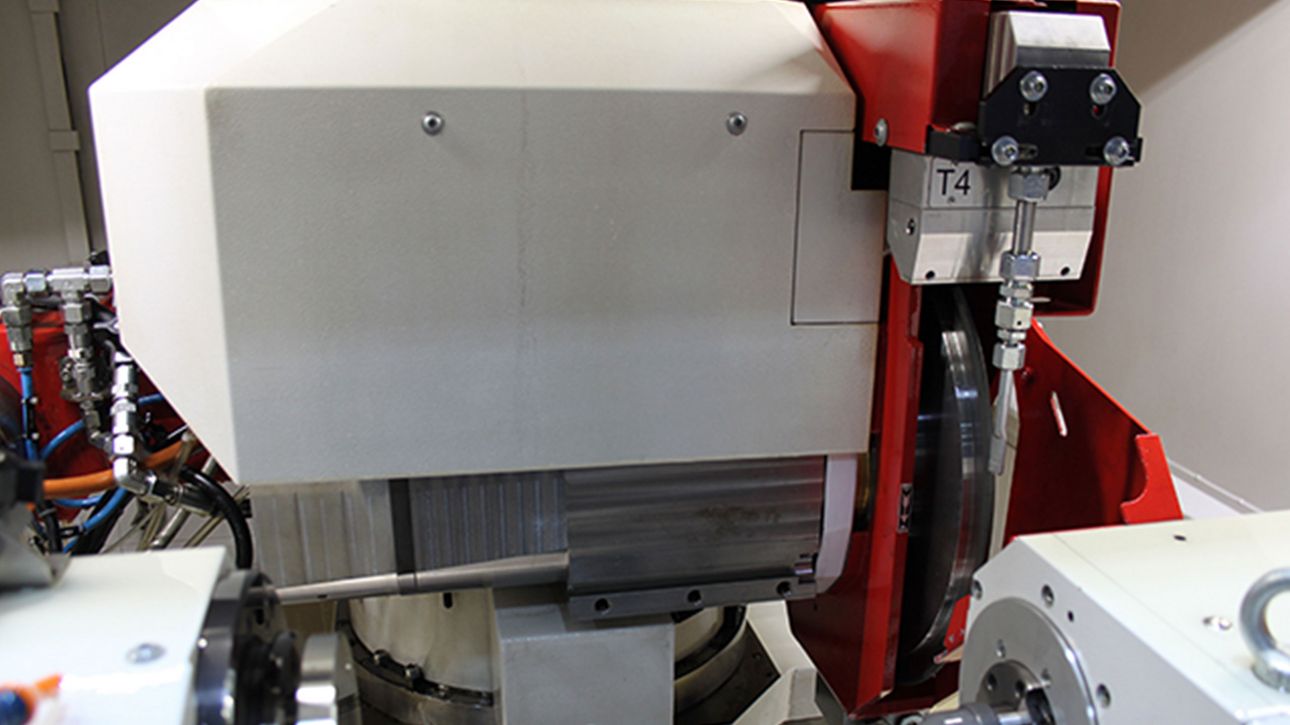
STUDER ha configurato la S41 con WireDress® tenendo conto anche di altre esigenze di FISCHER AG. La macchina è stata quindi dotata di uno speciale motomandrino ad alta velo-cità per la rettifica esterna, un innovativo prodotto di FISCHER AG con sviluppo assiale particolarmente ridotto. Inoltre, grazie all’estremità posteriore del mandrino smussata esternamente, per la prima volta è possibile eseguire la rettifica con un angolo di orientamento negativo. In particolare, nella lavorazione di spallamenti con mandrino inclinato. La S41 dispone inoltre di un magazzino completamente automatico dei pezzi e di un sistema di movimentazione indipendente che garantisce la lavorazione in serie completamente automatica dei delicati componenti di precisione. Le conclusioni di Meir dopo il primo periodo d’uso della macchina:
Il suo segreto
Ma come funziona questa tecnologia per la rettifica? Michael Klotz, Project Manager Development di Fritz Studer AG, spiega così:"“È noto che le mole con agglomerante metallico hanno unadurata e una stabilità di forma molto maggiori nella lavorazione di pezzi difficilmente truciolabili ed offrono in ultima analisi una maggiore produttività. Un aspetto problematico è rappresentato dal fatto che, con i procedimenti convenzionali, gli agglomeranti metallici sono ravvivabili solo molto limitatamente sulla macchina. Si produce inoltre un’elevata usura del ravvivatore, associata a bassa efficienza di taglio. Non sono quindi adatti se si richiede una qualità di lavorazione elevata e costante e una ravvivatura semplice. Questa è la ragione per cui l’agglomerante “migliore”, quello metallico, viene utilizzato solo di rado.
STUDER ha quindi sviluppato, in collaborazione con partner tecnologici, la tecnologia di rifilatura WireDress® integrata nella macchina. La ravvivatura si svolge in questo caso a piena velocità di rettifica della mola. A differenza di quanto accade con la ravvivatura EDM tradizionale, meccanica o esterna, la ravvivatura con WireDress® si svolge mediante modificata erosione a filo nella rettificatrice, utilizzando l’olio di rettifica come dielettrico. Il processo di ravvivatura avviene senza contatto meccanico e senza usura. Il processo non consiste nella ravvivatura dei grani abrasivi, ma nell’asportazione dell’agglomerante metallico. Secondo la geometria del grano abrasivo, questo semplicemente fuoriesce o mantiene inalterata l’abrasività. La mola presenta quindi un’accentuata sporgenza dei grani per la massima capacità di taglio, con basse forze di rettifica e ridotta tendenza al danno termico. Con WireDress® è ora possibile sfruttare tutti i vantaggi dell’agglomerante metallico. Ottimizzando la stabilità di forma dell’agglomerante è possibile ravvivare praticamente tutti i profili con precisione e tolleranze nell’ordine di µm. Si possono inoltre mantenere lunghi intervalli di ravvivatura.
Ancora un altro vantaggio: ora è possibile lavorare con precisione anche le geometrie più piccole e complesse che, fino ad oggi, non potevano essere lavorate o comportavano alti costi di produzione. È possibile realizzare aumenti di produttività di almeno il 30% rispetto alla rettifica con utensili ad agglomerante ceramico, e ancor più rispetto agli agglomeranti resinoidi. Con una mola con agglomerante metallico sinterizzato si può spingersi oltre il limite ravvivando la mola ripetutamente sulla macchina; con mole in lega galvanica questo è possibile solo una volta. “Estendere questi limiti senza timore – anche in questo modo si ottiene una maggiore economicità”, aggiunge Michael Klotz.




Più fattori di successo
“Se si punta sulla tecnologia giusta, anche la sicurezza dei processi è certa. Per ottenere questi risultati di rettifica, in passato si doveva procedere per tentativi, con grande dispendio di tempo. Oggi la stabilità del processo è garantita. Un ulteriore vantaggio è quello di potere calcolare i costi in modo più chiaro”, spiega Mair. Egli sa anche che la tecnologia necessaria non si esaurisce nella macchina. Quali altri fattori contribuiscono a ottenere una riproducibilità con scarto assoluto inferiore a 1 µm? “Un ambiente completamente climatizzato che garantisce anche la stabilità termica dei nostri mandrini, il tooling adatto, una tecnologia di misurazione avanzata, un raffreddamento ottimizzato e naturalmente personale molto qualificato e motivato”, spiega Mair.
Conclusione
L’investimento di FISCHER AG nella S41 con tecnologia WireDress® si è ripagato. Con alcuni materiali, l’aumento di produttività è stato addirittura del 70%. Mair: “Ne sono convinto: Se la conoscenza di questa tecnologia si diffonderà nel settore, STUDER sarà sommerso dagli ordini”. Un ulteriore vantaggio dovrebbe interessare soprattutto a ingegneri e progettisti: è possibile ravvivare non solo mole lineari ma anche profili molto fini, cosa fino ad oggi impossibile per le mole con agglomerante metallico. Questo apre possibilità di progettazione e orizzonti completamente nuovi per gli ingegneri
FISCHER AG
Fondata nel 1939 come azienda a conduzioni familiare, oggi è leader mondiale per la progettazione, lo sviluppo, la produzione, la vendita e l’assistenza di sistemi rotativi ad alta velocità. La core competence per l’industria dei mandrini, ovvero la rotazione rapida, precisa e potente, è stata trasferita in diversi mercati tecnologici ed applicazioni. FISCHER AG conta ca. 440 dipendenti in tutto il mondo, 260dei quali a Herzogenbuchsee. La produzione è caratterizzata da un alto livello di lavorazione interna,circa 180 specialisti impegnati della produzione di componenti di alta precisione e nel montaggio di mandrini. FISCHER AG dispone di tutte le necessarie tecnologie di truciolatura e asportazione, nonché delle più moderne tecnologie di misurazione, per garantire le prestazioni e la qualità dei mandrini. www.fischerspindle.ch